下载后可任意编辑一、 钣金加工工序1、 冲裁与下料1、 冲裁件的形状尽可能成对称、 简单和减少废料; 2、 冲裁件的外形和内孔应避开尖角, 在各直线或曲线的连接处应有诗意的圆角相连
一般情况下圆角半径大于或等于板厚 t, 即 R≥t; 3、 冲孔有限选用圆形孔, 冲孔的最小尺寸与孔的形状、 材料机械性能和材料厚度有关
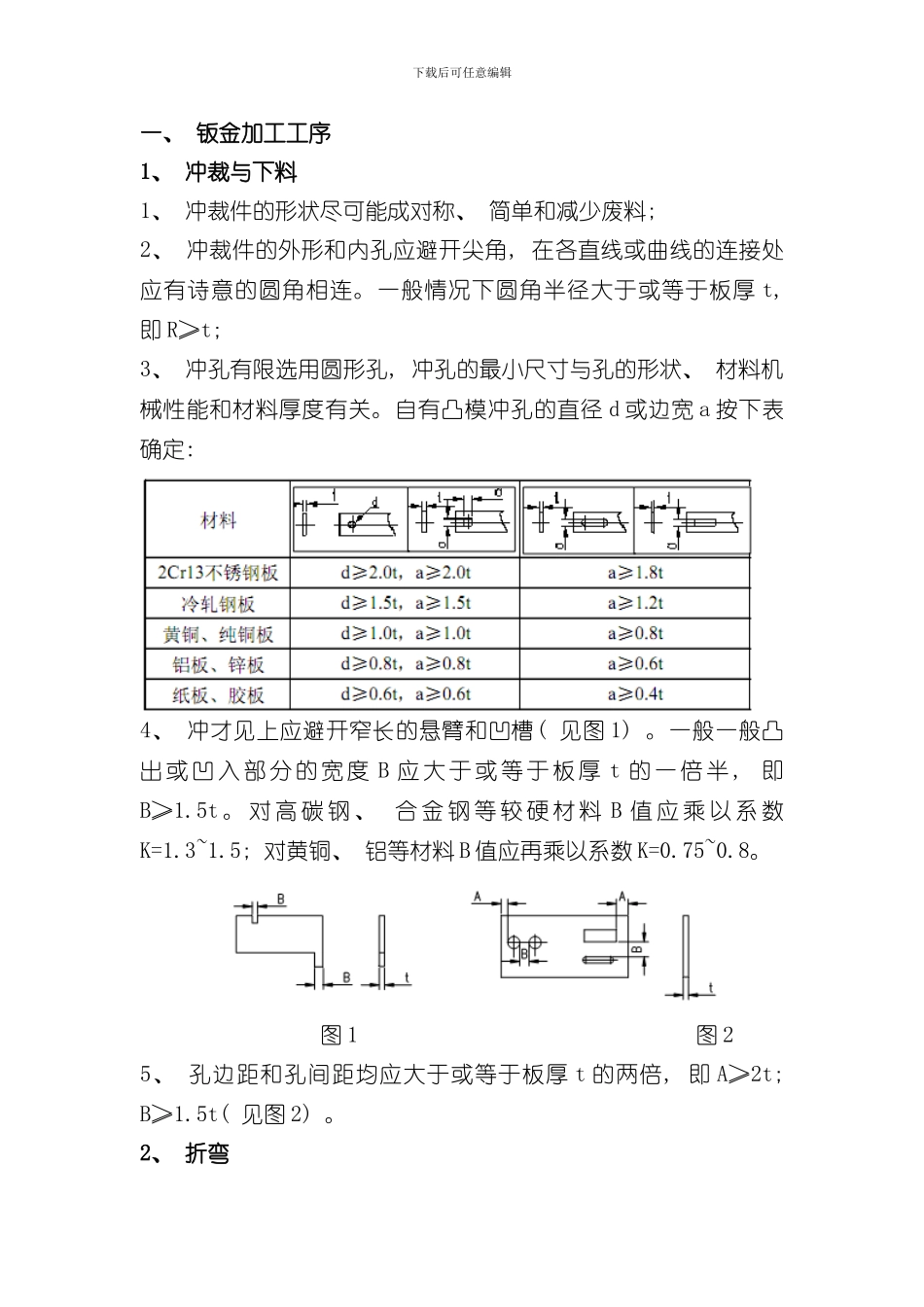
自有凸模冲孔的直径 d 或边宽 a 按下表确定: 4、 冲才见上应避开窄长的悬臂和凹槽( 见图 1)
一般一般凸出 或 凹 入 部 分 的 宽 度 B 应 大 于 或 等 于 板 厚 t 的 一 倍 半 , 即B≥1
对 高 碳 钢 、 合 金 钢 等 较 硬 材 料 B 值 应 乘 以 系 数K=1
5; 对黄铜、 铝等材料 B 值应再乘以系数 K=0
图 1 图 25、 孔边距和孔间距均应大于或等于板厚 t 的两倍, 即 A≥2t; B≥1
5t( 见图 2)
2、 折弯下载后可任意编辑1
一般原则: ( 1) 折弯件在弯曲变形区截面会产生变化, 折弯半径与板厚之比越小, 截面形状变化越大; ( 2) 折弯件的弯曲线最好垂直于轧纹方向, 最好将毛坯的光亮面作为弯曲件的外表面, 以减少外层拉裂; ( 3) 折弯成形时会产生回弹现象, 折弯半径与板厚之比越大, 回弹就越大
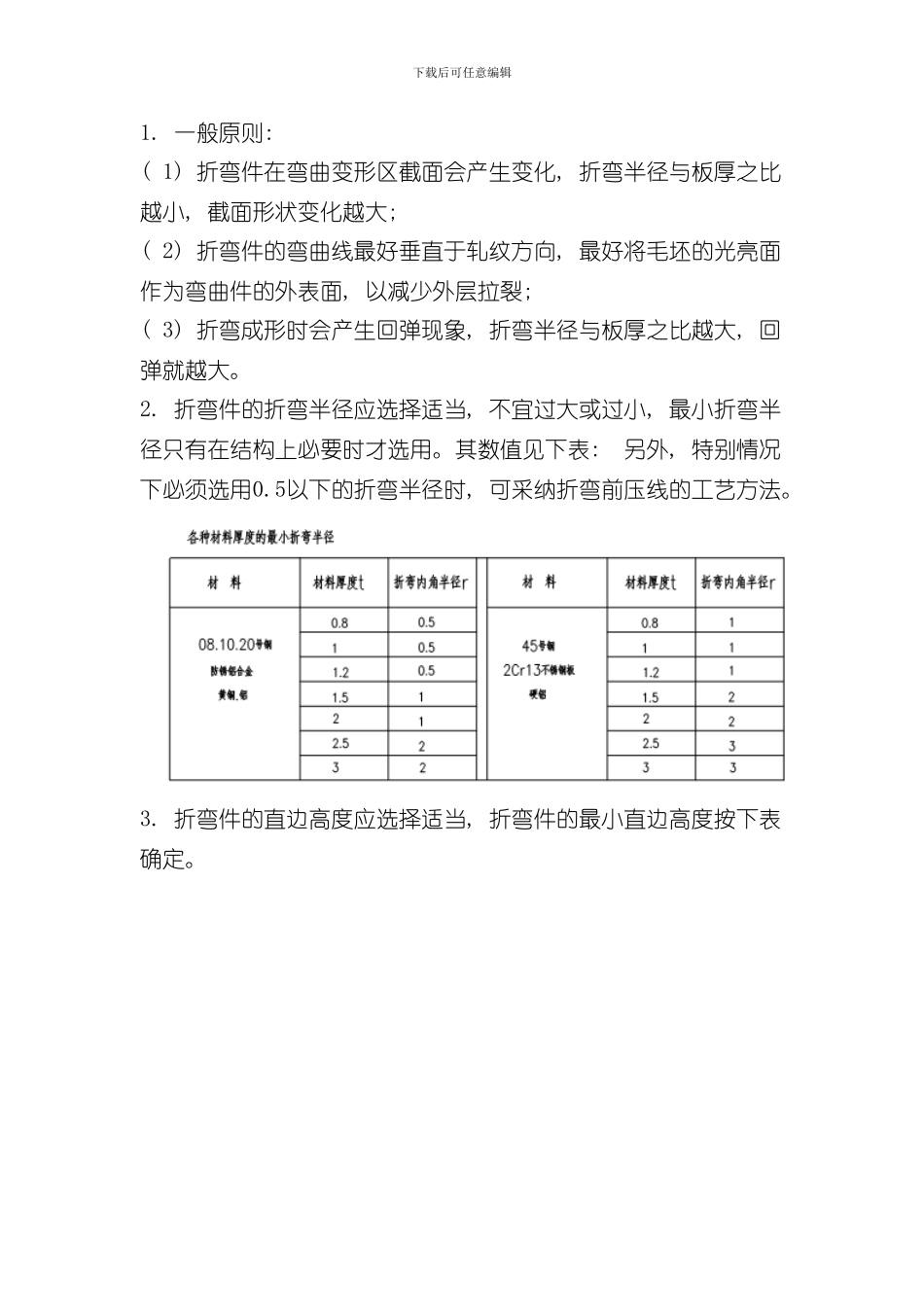
折弯件的折弯半径应选择适当, 不宜过大或过小, 最小折弯半径只有在结构上必要时才选用
其数值见下表: 另外, 特别情况下必须选用0
5以下的折弯半径时, 可采纳折弯前压线的工艺方法
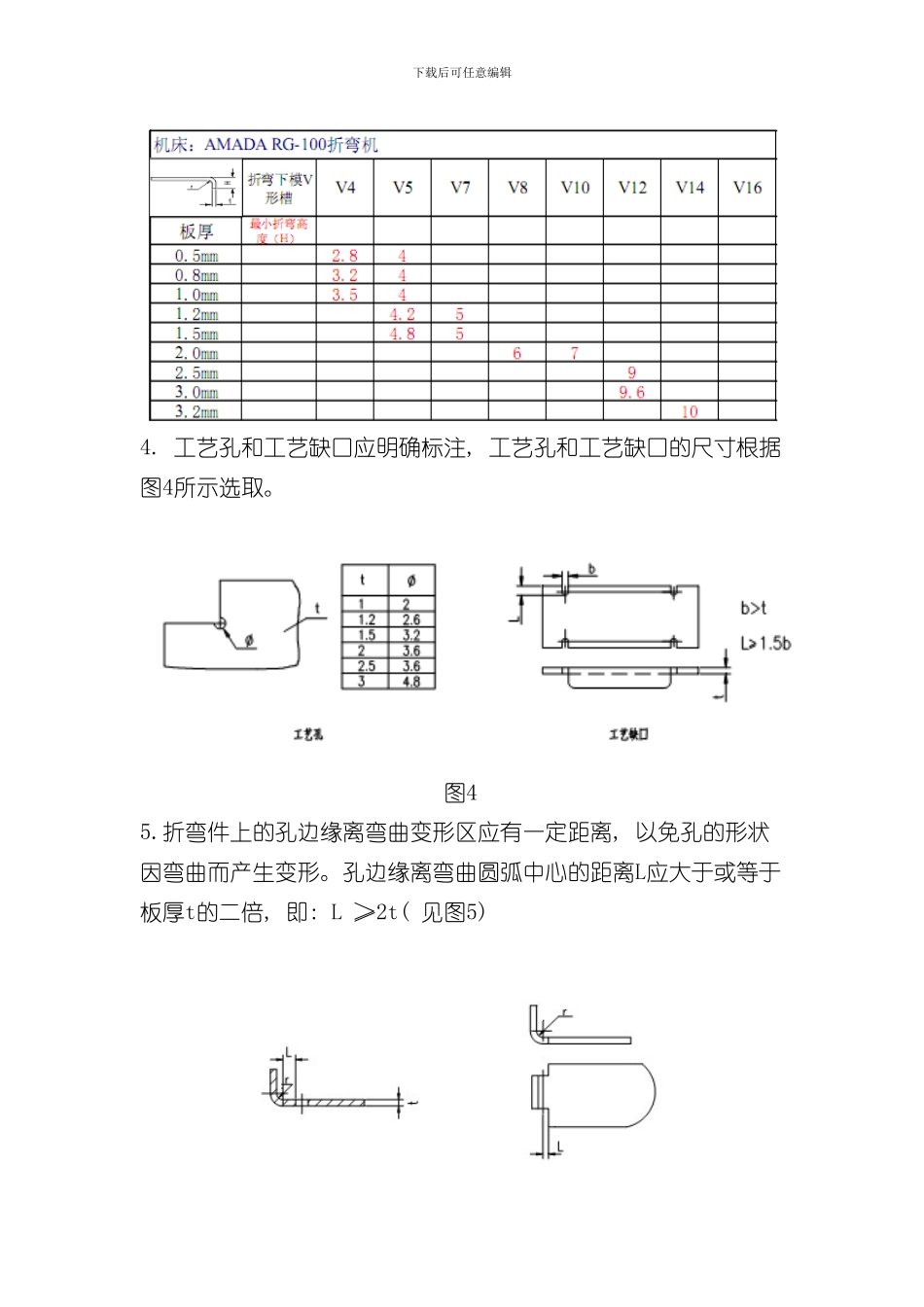
折弯件的直边高度应选择适当, 折弯件的最小直边高度按下表确定
下载后可任意编辑4
工艺孔和工艺缺口应明确标注, 工艺孔和工艺缺口的尺寸根据图4所示选取
折弯件上的孔边缘离弯曲变形区应有一定距离, 以免孔的形状因弯曲而产生变形
孔边缘离弯曲圆弧中心的距