塑料模塑件尺寸公差和检验条件1 □□塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a)成型工艺:——模塑材料的均一性——成型设备的设定——模具温度——模具在成型压力下的弹性变形b)模具条件:——模具尺寸的制造公差(参造 DIN16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的
2 □□□□本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件
表 1 给出了应用于各种模塑材料的推荐公差等级
3 □□模塑收缩率 VS模塑收缩率是指 23±2°C 时模腔尺寸 LW和模塑件尺寸 LF之差,模塑件在成型后应置于 WF标准气氛(DIN50014-23/50-2)中 16h 后立即测量其尺寸
VS=(1-LW/LF)*100%流向收缩率 VSR流向收缩率是指成型时注射方向的模塑收缩率
横向收缩率 VST横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率
模塑收缩率差 AVS模塑收缩率差是指流向收缩率和横向收缩率之差
AVS=VSR-VST更多概念请参考:DIN7708part1 模塑件、压塑件、注塑件、模塑材料DIN16700 压塑件、传递成型件、挤出、注塑成型件DIN7182part1&DIN7168part1 公差、偏差、一般公差DIN7184part1&DIN7168part2 形状公差和位置公差DIN7724 标准中涉及的高聚物概念4 □□在模塑件检验时应使用本公差,详见第 5 节
除非另外商定,不然需按第 5 节所示,在图纸中标注出其检验条件
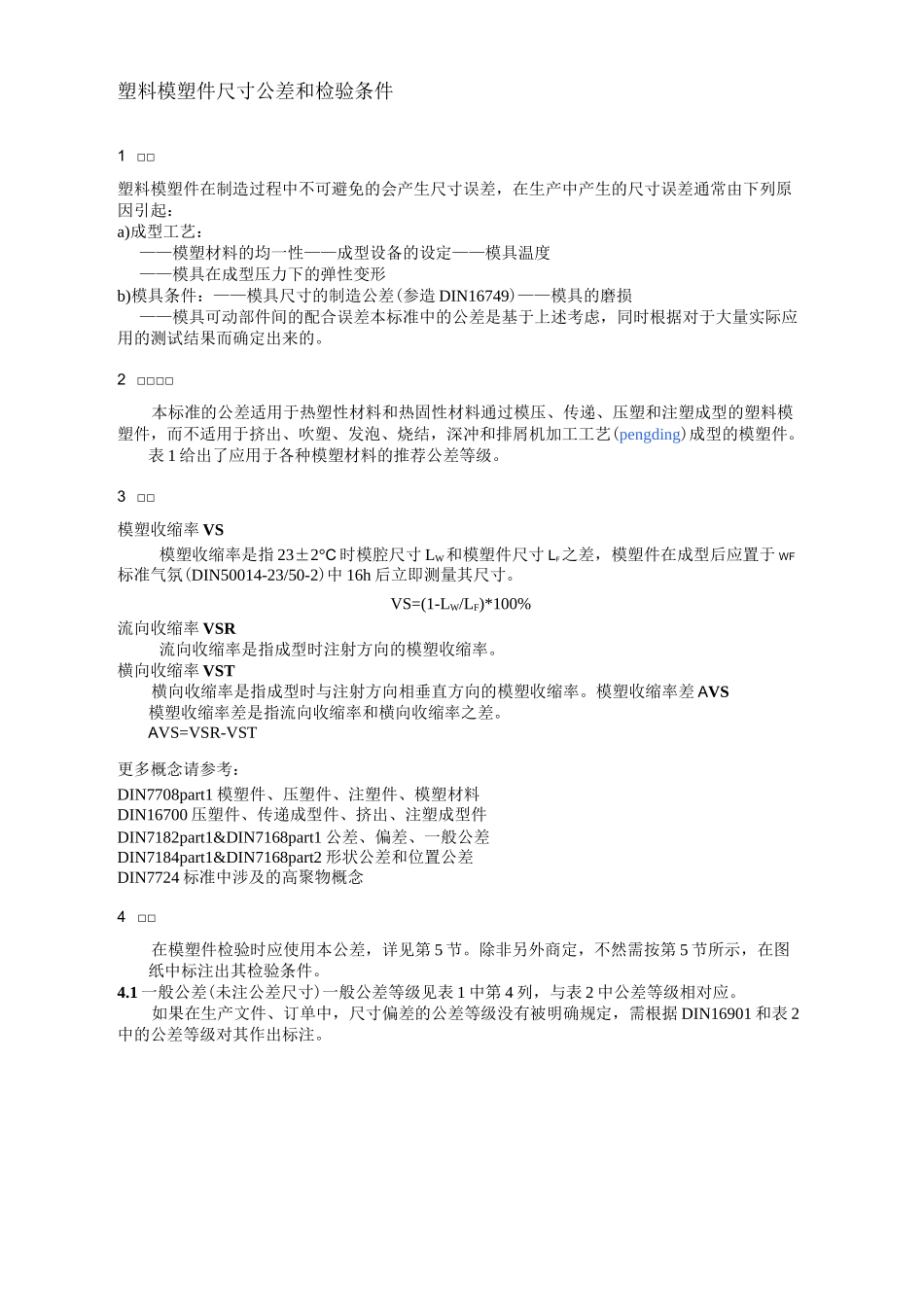
1 一般公差(未注公差尺寸)一般公差等级见表 1 中第 4 列,与表 2 中公差等级相对应