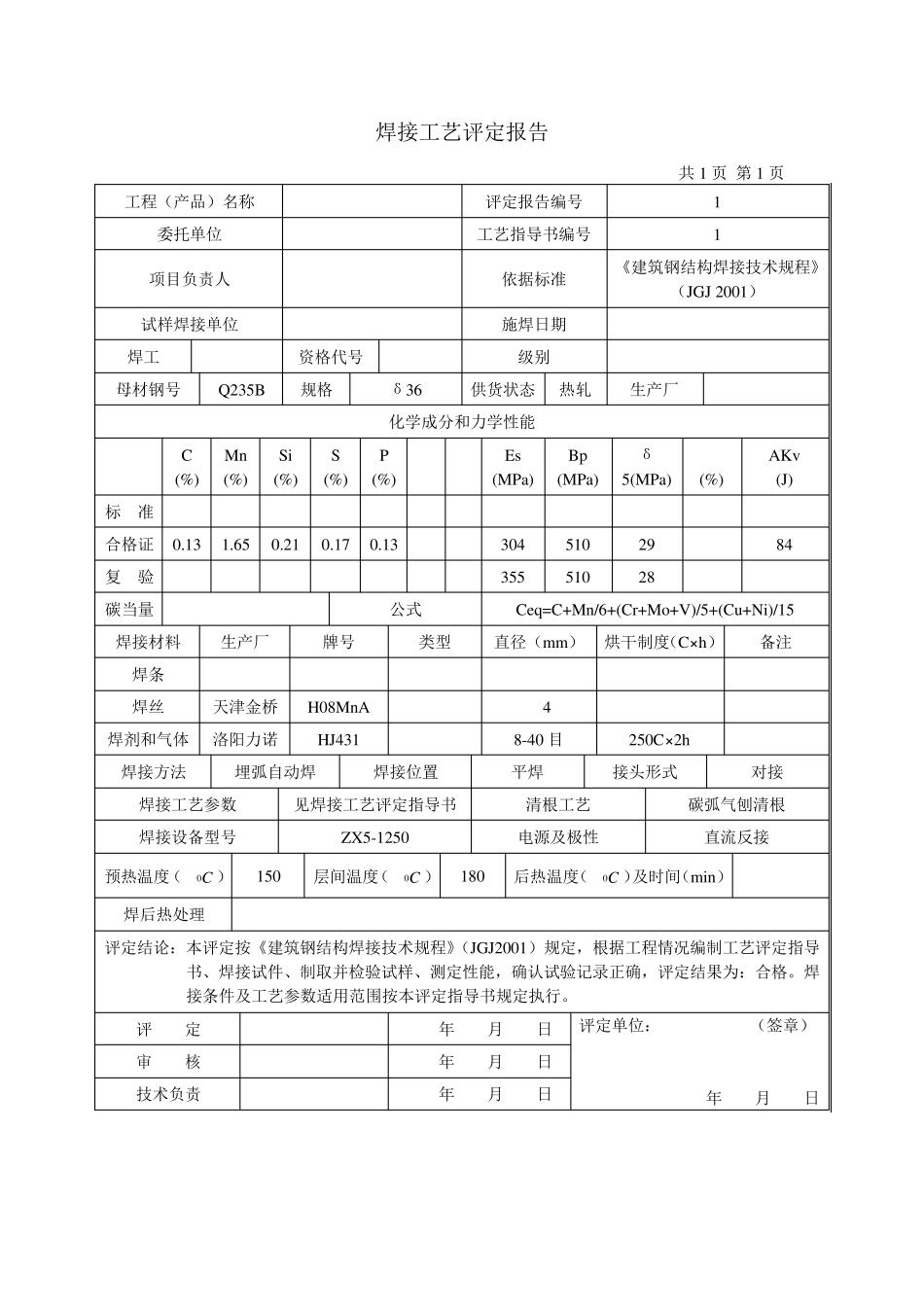
建筑钢结构焊接工艺评定报告 编 号: 编 制: 焊接责任: 技术人员: 批 准: 单 位: 日 期: 焊接工艺评定报告目录 共1 页 第1 页 序号 报告名称 报告编号 页数 1 焊接工艺评定报告 1 2 焊接工艺评定指导书 1 3 焊接工艺评定记录表 1 4 焊接工艺评定检验结果 1 5 冲击:机械性能试验 1 6 抗拉试验,辅材复验报告 2 7 超声波探伤记录 2 8 材质证明书 5 9 操作人员资格证 2 1 0 1 1 1 2 1 3 1 4 1 5 1 6 1 7 1 8 1 9 2 0 2 1 2 2 2 3 2 4 焊接工艺评定报告 共1 页 第1 页 工程(产品)名称 评定报告编号 1 委托单位 工艺指导书编号 1 项目负责人 依据标准 《建筑钢结构焊接技术规程》 (JGJ 2001) 试样焊接单位 施焊日期 焊工 资格代号 级别 母材钢号 Q235B 规格 δ36 供货状态 热轧 生产厂 化学成分和力学性能 C (%) Mn (%) Si (%) S (%) P (%) Es (MPa) Bp (MPa) δ 5(MPa) (%) AKv (J) 标 准 合格证 0
13 304 510 29 84 复 验 355 510 28 碳当量 公式 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 焊接材料 生产厂 牌号 类型 直径(mm) 烘干制度(C×h) 备注 焊条 焊丝 天津金桥 H08MnA 4 焊剂和气体 洛阳力诺 HJ431 8-40 目 250C×2h 焊接方法 埋弧自动焊 焊接位置 平焊 接头形式 对接 焊接工艺参数 见焊接工艺评定指导书 清根工艺 碳弧气刨清根 焊接设备型号 ZX5-1250 电源及极性 直流反接 预热温度(C0) 150 层间温度(C0) 180 后热温度(C0)及时