XXXX 标段冷轧钢板防腐工艺施工单位:XXX风管防腐工艺一、工程概况XXX二、设计防腐要求:冷轧钢板风管内外涂刷两道防锈漆、两道防火漆,达到防锈、防火要求
三、依据标准:《钢材表面锈蚀等级和除锈等级》(GB8923-88)《油膜附着力测定法》(GB1720-79)《通风与空调工程施工及验收规范》(GB50243-2002)《通风管道技术规程》(JGJ141-2004)《地下铁道工程施工及验收规范》(GB50299-1999)《漆膜厚度测定法》(GB1764-79)四、防腐材料选用防锈漆:“红狮牌”醇酸防锈漆(CF-100)防火漆:天安普宁室内超薄型钢结构防火漆(TAPN-02)稀释剂:松香水五、防腐工具铲刀、400#水砂布、角磨机、尖头锤、滚刷、毛刷(3 寸)、毛刷(1
5 寸)油漆小桶、棉纱、钢丝刷六、作业条件① 现场保持卫生清洁、通风良好,灰尘较少
② 温度要求:施工环境温度应在 O^C 以上,相对湿度不大于 85%,风管表面结露时不宜作业
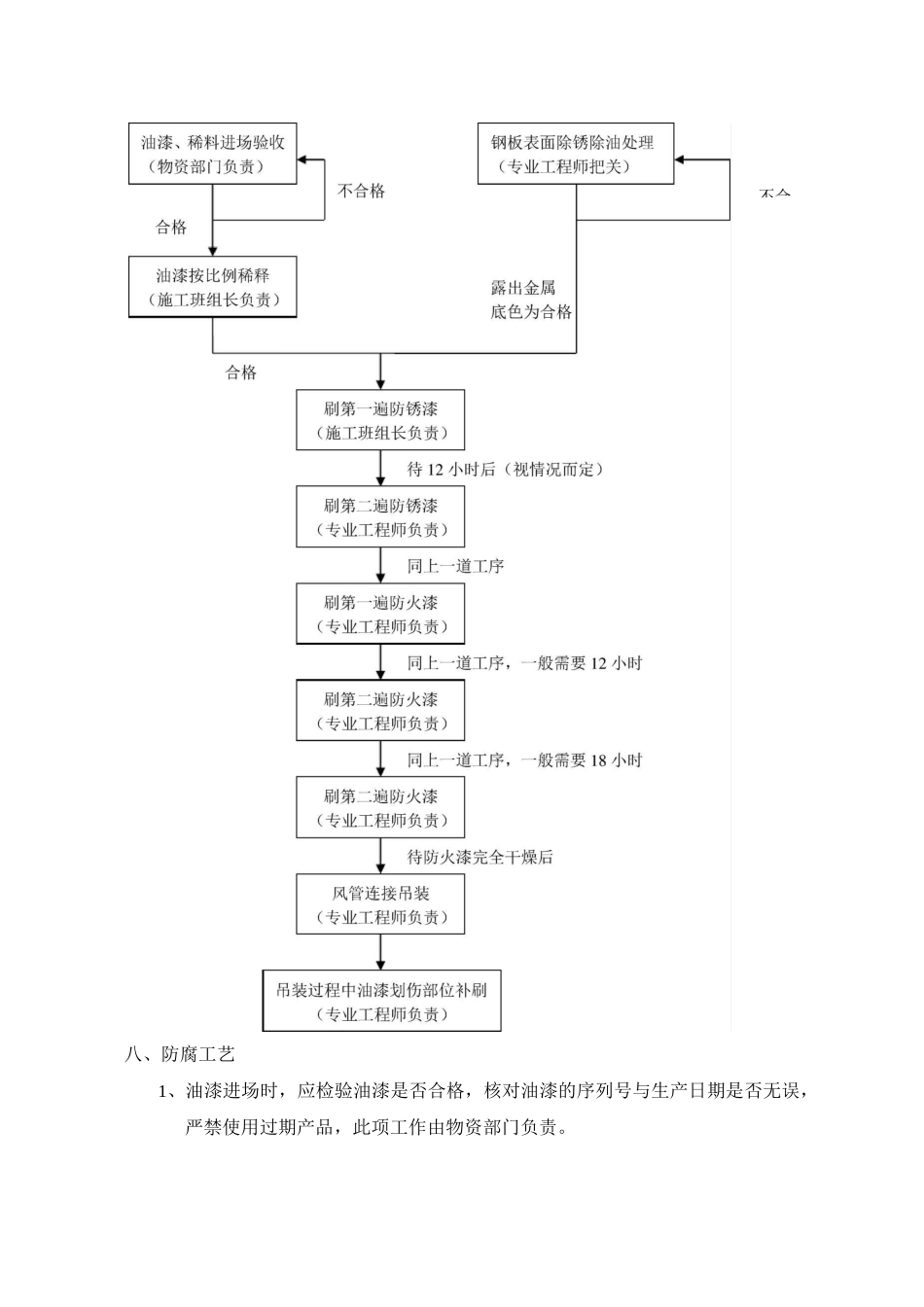
七、施工工艺流程及质检体系如下所以:不合八、防腐工艺1、油漆进场时,应检验油漆是否合格,核对油漆的序列号与生产日期是否无误,严禁使用过期产品,此项工作由物资部门负责
2、防锈漆与稀料按照质量比 4:1 的比例稀释,稀释时应搅拌均匀,若发现有漆皮、杂质颗粒,必须用 80 目以上钢丝网过滤后方可使用
油漆搅拌均匀后应在 4-6小时内用完,超过 6 小时禁止使用
3、风管折边焊接前应进行除油或除锈处理
除油采用浸过松香水的棉纱擦拭表面油膜
除锈采用角磨机打磨表面,除掉表面的氧化物、粉状浮锈等,再用棉纱擦拭钢板,将表面灰尘、飞溅物彻底清除干净直至钢板显露出部分的表面具有金属光泽,表面质量达到 St3 质量标准,粗糙度达到 40-75um,可以对照st3 标准彩照进行检查
4、板材折边 20mm 焊接端面,距边沿 20mm 处在用棉纱擦净后