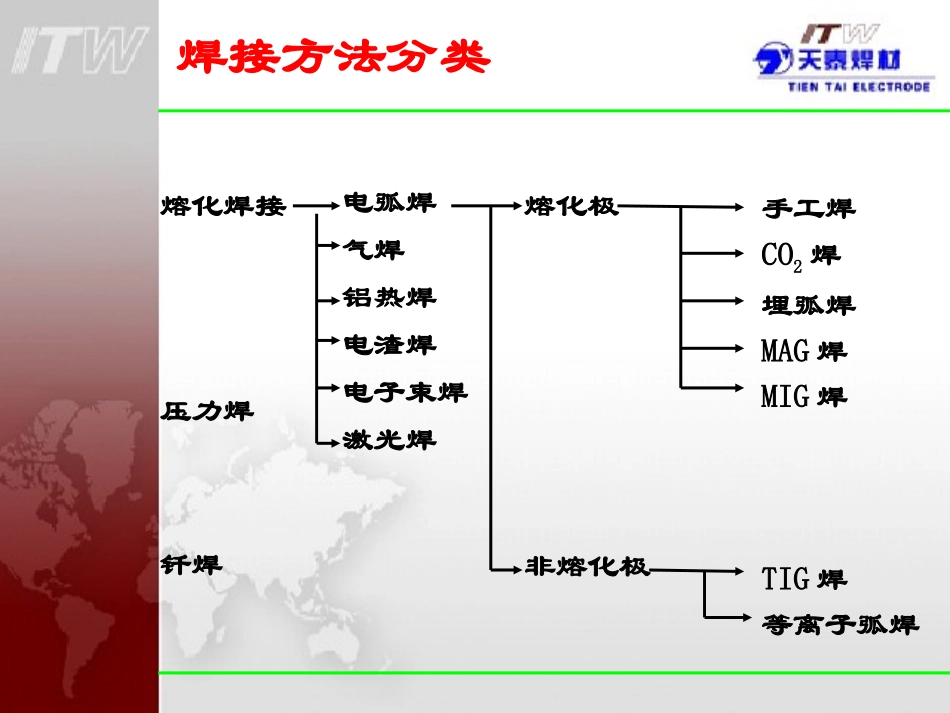
CO2气保焊基础知识天泰焊材(昆山)有限公司天泰焊材(昆山)有限公司焊接方法分类熔化焊接压力焊钎焊电弧焊气焊铝热焊电渣焊电子束焊激光焊熔化极非熔化极手工焊CO2焊埋弧焊MAG焊MIG焊TIG焊等离子弧焊电弧焊的分支•一,熔化极式:焊丝或焊条既是电极又是填充金属
•二,非熔化极式:钨(电)极不熔化
熔化焊接•将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离并形成结合力,这种焊接方法叫熔化焊接
•局部熔化:就是能量集中性
(如电弧焊)单位面积通过电流的大小(电流密度)单位面积通过电流越大能量集中性越好
带来许多好处
•需要一个能量集中,热量足够的热源
熔化焊接的主要特征•焊接部位要采取有效的隔离空气保护(焊接部位不能和空气接触)以免造成焊道的成分和性能不良
•保护方式有三种:气相,渣相,真空
熔化焊接的发展趋势高效节能能量集中性能好性能优越综合成本低高可靠性低故障率使用方便高效节能能量集中性能好性能优越综合成本低高可靠性低故障率使用方便能量集中的好处•焊接速度快•引弧性能好•熔深大•熔敷效率高•焊接质量好•全方位焊接与手工焊相比种类内容焊丝直径最大电流截面积能量集中性手工焊条2
0mm80Aπ差HO8Mn2SIA1
0mm240A0
25π好药芯焊丝1
2mm350A0
36π最好CO2气保焊比手工焊(焊条)能量集中性好十倍以上
药芯焊丝的特点•比实心焊丝能量集中•焊接质量好•飞溅少,焊缝成型好•效率高•节能•综合成本低•调节熔敷成分方便•不增碳综合成本比较表515手弧焊CO2实心焊丝药芯焊丝CO2气保焊的工作原理CO2气保焊的工作原理CO2气体保护焊的特点•生产效率高•焊接变形小•适用于全位置焊接•抗裂性能好•焊接综合成本低CO2气保焊的三种熔滴过渡形式短路过渡当焊丝端部的熔滴与熔池表面接触时,由于强烈的过热和电磁颈缩力以及表面张力的共同作用下,使熔滴爆断而直接