板、带材轧制制度的确定板、带材轧制制度的确定板、带材轧制制度主要是压下制度(它必然涉及到速度制度、温度制度和张力制度)和辊型制度,它们决定着实际辊缝的大小和形状,也可以说由它们实际组成板、带钢的孔型,而板、带钢轧制制度或规程的设计也可称之为板、带钢孔型设计
它主要就是根据产品的技术要求、原料条件及生产设备的情况,运用数学公式(模型)或图表进行计算,决定各道的实际压下量、空载辊缝、轧制速度等,并根据产品特点确定轧制温度及辊型制度,以便在安全操作条件下达到优质、高产、低消耗的目的
1、制定轧制制度的原则和要求板、带材轧制制度的确定要求充分发挥设备潜力、提高产量、保证质量,并且操作方设备安全
就是要多快好省、方便安全地生产出优质产品
故合理的轧制规程设计必须满足下列原则和要求
1.1在设备能力允许的条件下尽置提高产置充分发挥设备潜力以提高产量的途径不外是提高压下量、缩减轧制道次、确定合理速度规程、缩短轧制周期、减少换辊时间、提高作业率及合理选择原料增加坯重等
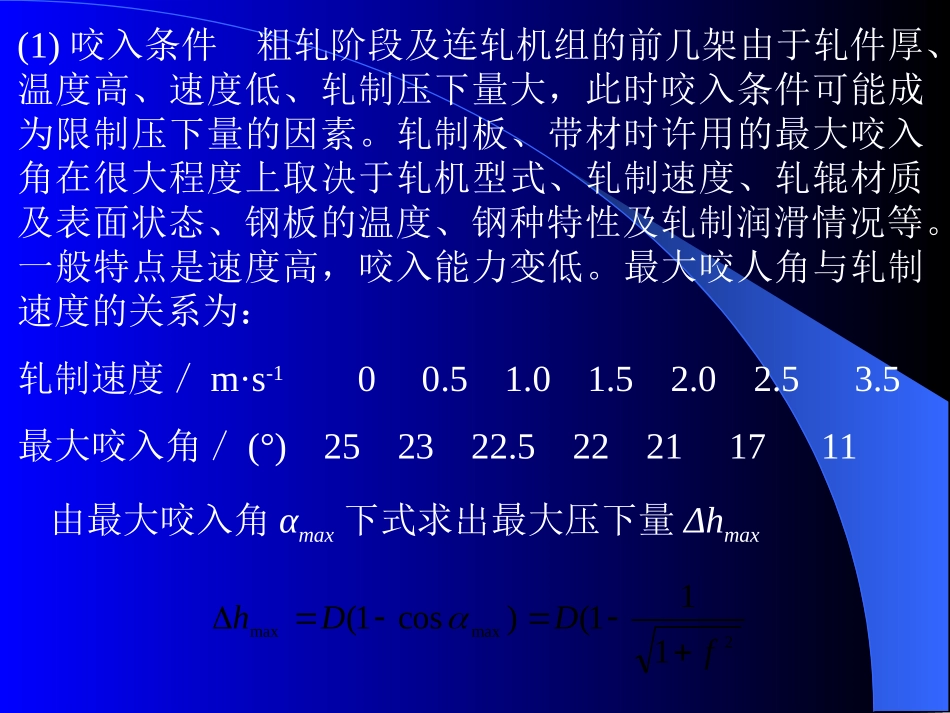
要求充分发挥设备的潜力,又要求保证设备安全和操作方便,从设备能力着眼,限制压下量和提高速度的主要因素有以下几点:(1)咬入条件粗轧阶段及连轧机组的前几架由于轧件厚、温度高、速度低、轧制压下量大,此时咬入条件可能成为限制压下量的因素
轧制板、带材时许用的最大咬入角在很大程度上取决于轧机型式、轧制速度、轧辊材质及表面状态、钢板的温度、钢种特性及轧制润滑情况等
一般特点是速度高,咬入能力变低
最大咬人角与轧制速度的关系为:轧制速度/m·s-100
5最大咬入角/(°)252322
522211711由最大咬入角αmax下式求出最大压下量Δhmax2maxmax111()cos1(fDDh(2)轧辊及接轴叉头等的强度条件最大允许轧制压力和最大允许轧制力矩一般取决于轧辊等零件的强度条