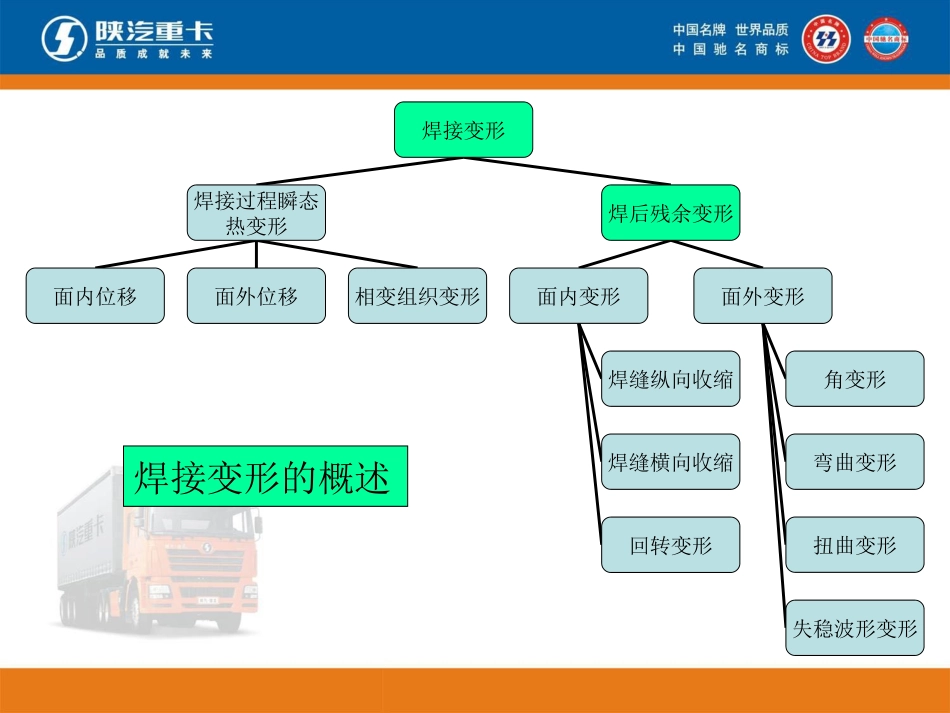
焊接应力与变形陕汽集团焊接高级技师张明录提纲一、焊接变形的概述二、焊接残余变形的分类三、控制焊接变形的措施四、焊接变形的矫正焊接变形焊接过程瞬态热变形焊后残余变形面内位移面外位移相变组织变形面内变形面外变形焊缝纵向收缩焊缝横向收缩回转变形角变形失稳波形变形扭曲变形弯曲变形焊接变形的概述焊接残余变形的分类1
错边变形焊接残余变形由于焊接而产生的焊后残留在焊件中的变形
焊件焊后沿焊缝方向的收缩(纵向收缩)和在垂直焊缝方向的收缩(横向收缩)
收缩变形焊件焊后发生弯曲
弯曲可由焊缝的纵向收缩和横向收缩引起
弯曲变形焊后焊件的平面围绕焊缝产生的回转变形
角变形β角变形沿着焊缝上逐渐增大,使构件扭转,焊后在结构上出现的扭曲
扭曲变形焊后焊件呈现波浪形,这种变形在平面薄板焊接时最易产生,也称翘曲变形
波浪变形a-两板对接焊接b-多道T形焊接两块板材于焊接过程中因刚度或散热程度不等所引起的纵向或厚度方向上位移不一致而造成的变形
错边变形控制焊接变形的措施1
合理的焊接方法3
刚性固定法4
正确的装焊顺序5
锤击法控制焊接变形措施焊接前使被焊件发生大小相同、方向相反的变形,以抵消或补偿焊后发生的变形
反变形法选用能量比较集中的焊接方法,可有效的减少焊接变形
如用等离子弧焊、氩弧焊、CO2保护焊、手工电弧焊代替气焊进行薄板焊接,在保证熔透和焊缝无缺陷的前提下,应尽量采用小的焊接热输入
选择合理的焊接方法利用装配夹具或临时性支撑,将焊接件的相互位置固定,用以防止焊后变形的方法
此法对防止弯曲变形的效果不如反变形法,但对角变形和波浪变形较有效
刚性固定法选择合理的装配焊接顺序无法使用胎夹具情况下焊接,一般都需要选择合理的装焊顺序,使焊接变形减少至最小
只要条件允许,把它分成若干结构简单的部件,单独进行焊接,然后再总装成