弯曲模具设计 典型弯曲模结构 弯曲模具的结构设计是在弯曲工序确定后的基础上进行的,设计时应考虑弯曲件的形状、精度要求、材料性能以及生产批量等因素,下面分析常见各类型弯曲模的结构和特点
V 形件弯曲模 V 形件即 为单角弯曲件,形状简单,能够一次弯曲成形
这类形状的弯曲件可以用两种方法弯曲:一种是沿着工件弯曲角的角平分线方向弯曲,称为 V 形弯曲;另一种是垂直于工件一条边的方向弯曲,称为 L 形弯曲
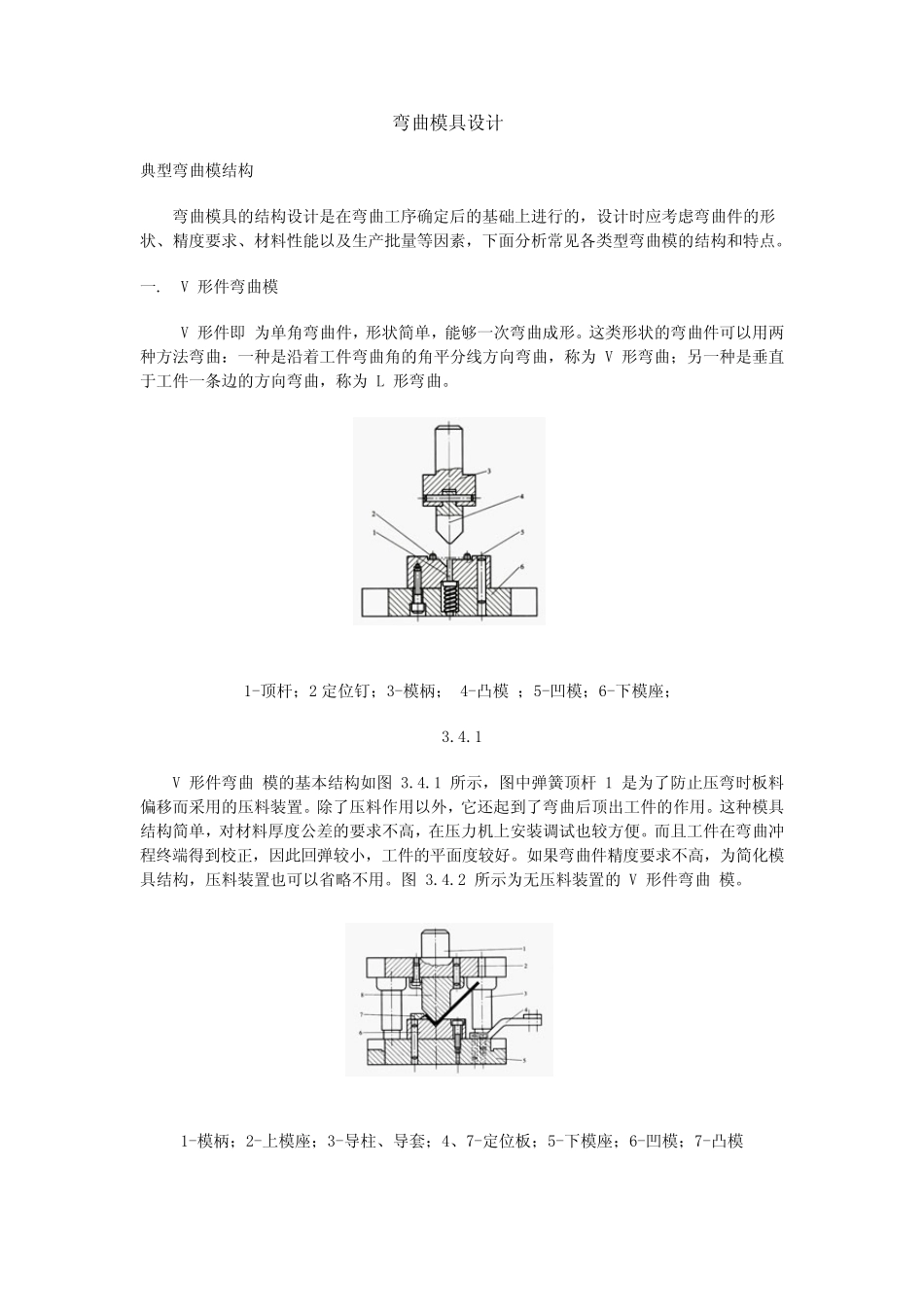
1-顶杆;2 定位钉;3-模柄; 4-凸模 ;5-凹模;6-下模座; 3
1 V 形件弯曲 模的基本结构如图 3
1 所示,图中弹簧顶杆 1 是为了防止压弯时板料偏移而采用的压料装置
除了压料作用以外,它还起到了弯曲后顶出工件的作用
这种模具结构简单,对材料厚度公差的要求不高,在压力机上安装调试也较方便
而且工件在弯曲冲程终端得到校正,因此回弹较小,工件的平面度较好
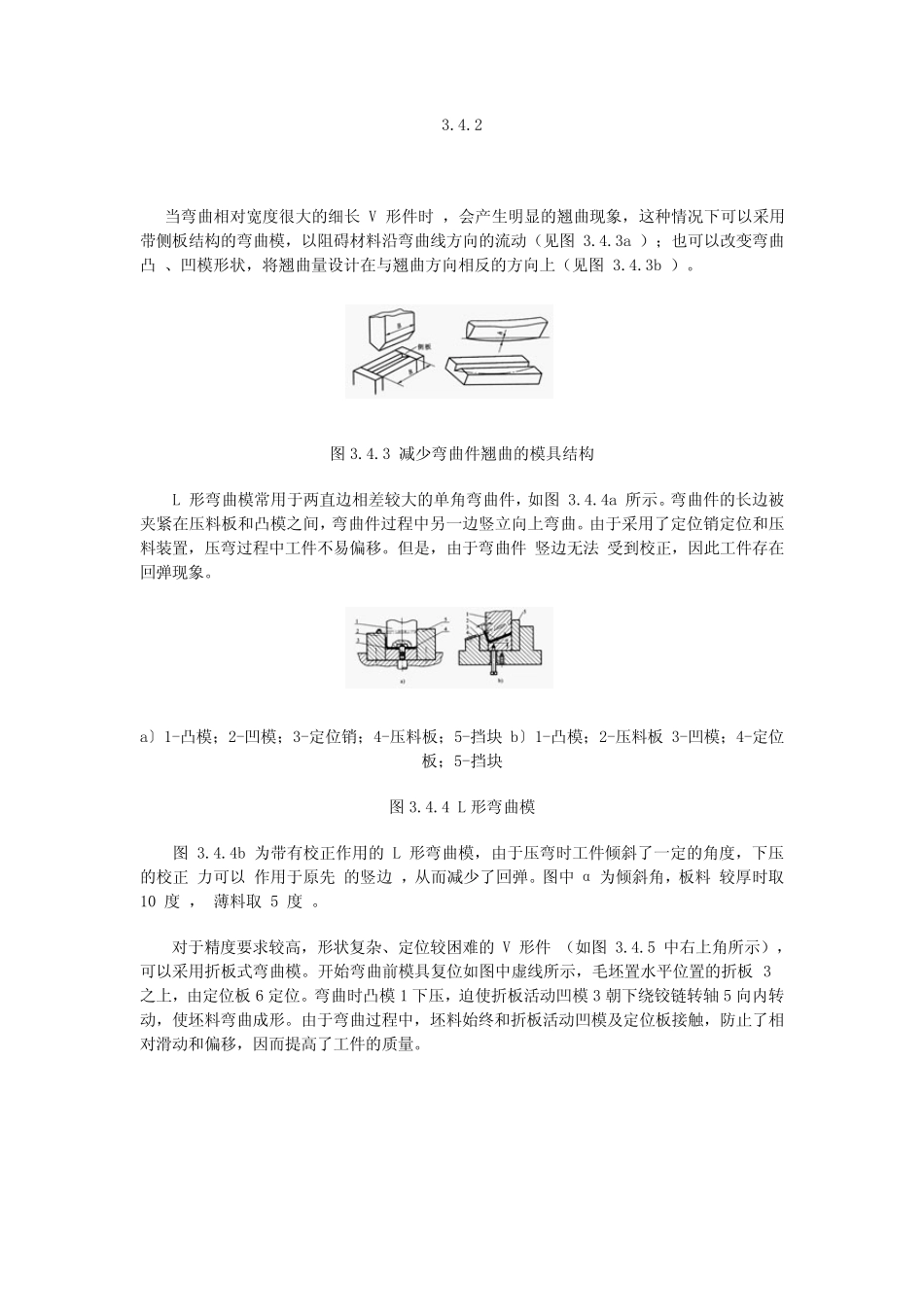
如果弯曲件精度要求不高,为简化模具结构,压料装置也可以省略不用
2 所示为无压料装置的 V 形件弯曲 模
1-模柄;2-上模座;3-导柱、导套;4、7-定位板;5-下模座;6-凹模;7-凸模 3
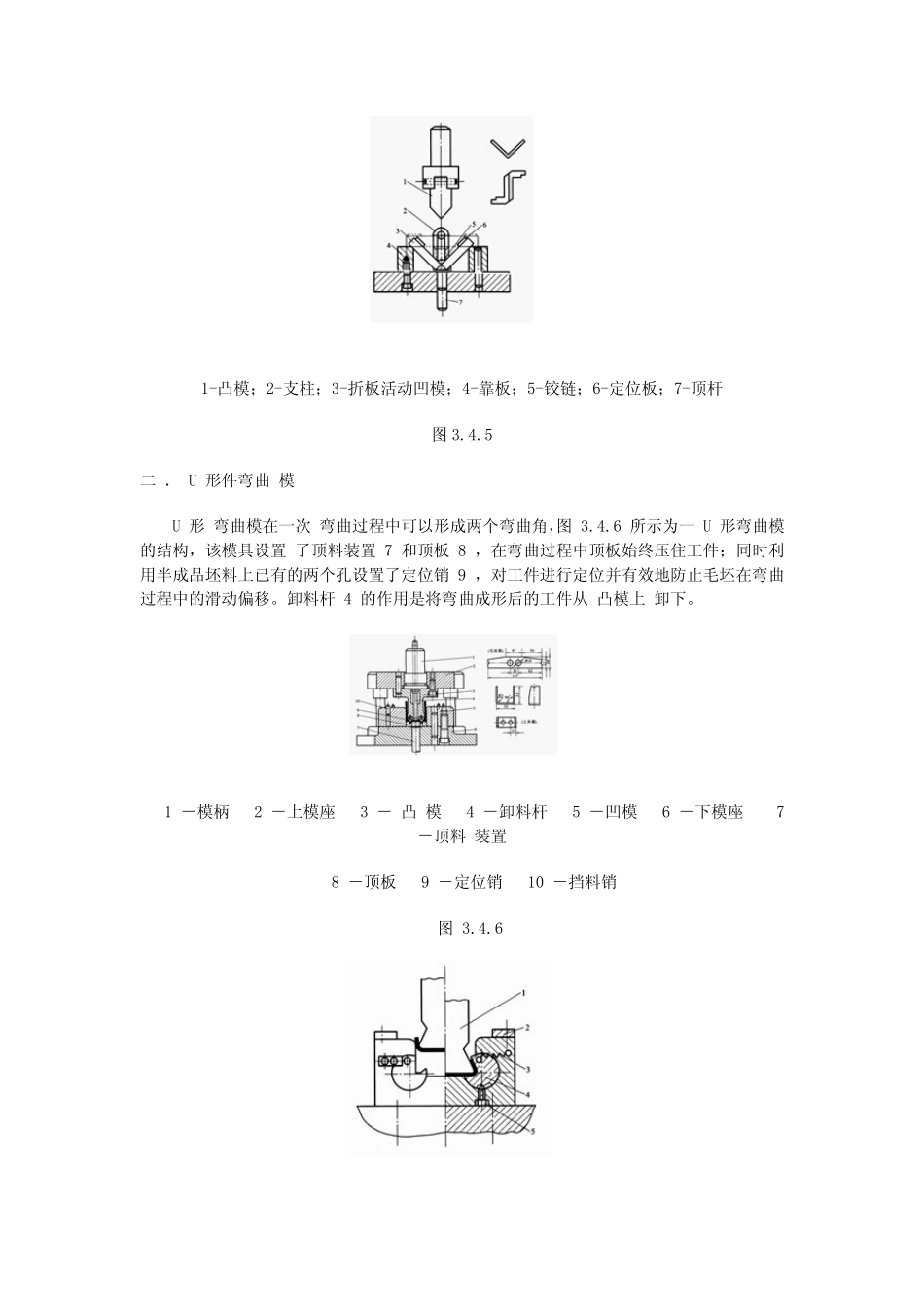
2 当 弯 曲 相 对 宽 度 很 大 的 细 长 V 形 件 时 , 会 产 生 明 显 的 翘 曲 现 象 , 这 种 情 况 下 可 以 采 用带 侧 板 结 构 的 弯 曲 模 , 以 阻 碍 材 料 沿 弯 曲 线 方 向 的 流 动 ( 见 图 3
3a ) ; 也 可 以 改 变 弯 曲凸 、 凹 模 形 状 , 将 翘 曲 量 设 计 在 与 翘 曲 方 向 相 反 的 方 向 上 ( 见 图 3
3 减 少 弯 曲 件 翘 曲 的 模 具 结 构 L 形 弯 曲 模 常 用 于 两 直 边 相 差 较 大 的 单 角 弯 曲 件 , 如