第1篇 > 第2篇 > 第3篇 话说「刮研削」 所谓「刮研削」
就是使用铲,刮等工具将鋳物的表面进行刮研削加工的作业
进行刮研削加工的场所是摩擦面(台面及柱体间等移动部位)、物与物间接触面、台面·平台之类等等
通过刮研削,一次的磨去量约为1~ 3µm 程 度 ,只 要 掌 握 刮研削量就能 正 确 制 作出 自 由 形 状
熟 练 者的刮研削加工,可 以 得 到 机 械 加工难 以 实 现 的平面度 、直 角 度 、真 直度
为什 么 「刮研削」是必 要 的
― ― 简 单 的解 释 说,「不 可 能 有 比 父 母 好 的孩 子 」的道 理
例 如 加工机 床 的加工平面度 为10µm,那 么 它 加工出 的产 品 就不 会 超 过10µm 的精 度
就是不 会 有 比 父 母 还 要 好 的孩 子
那 么 要 想 有 比 父 母 还要 好 的孩 子 应该怎么 办呢
(要 想 加工出 5µm の平面度 应该怎么 办呢
)…这就是「靠矫正 (教育)使之成为好 孩 子 」的问题了
就是说,通过刮研削这种由 人类进行的矫正 手段来制 造出 比 父 母 精 度 更高的孩 子 的道 理
三井精 机 的制 作就是遵循了这样的理 念
「刮研削」的工程 通过刮研削来加工出 正 确 的工作面的时候 ,首 先 要 有 一个 基 准
那 就是,下 面阐 述 的通过「三面磨合 」来制 作的平面板 ,称 为「磨合 治 具」
刮研削后 的表面上 会 有 微 小 的起 伏 、有 高的部分 也 有 低 的部分
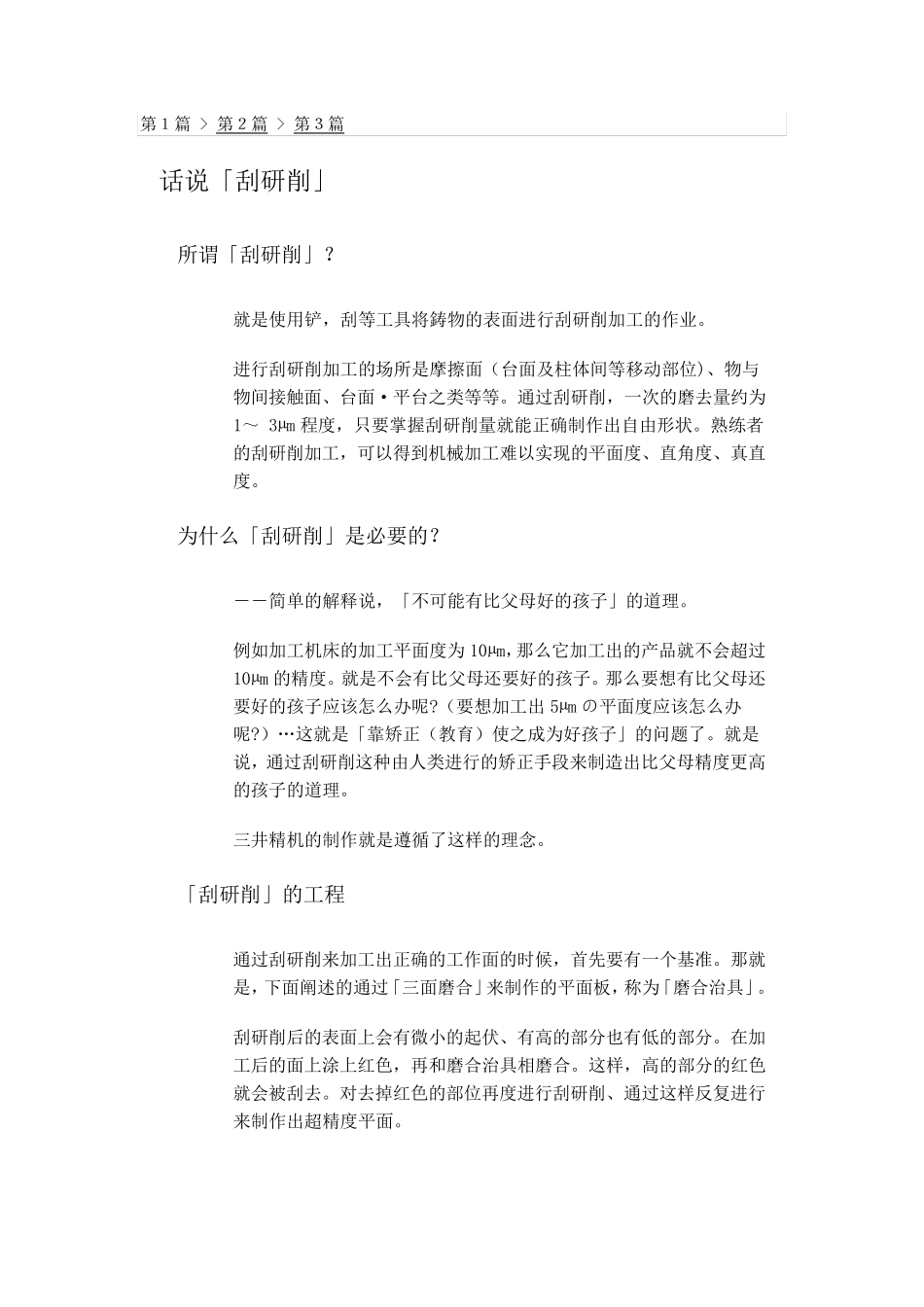
在 加工后 的面上 涂 上 红 色 ,再 和 磨合 治 具相 磨合
这样,高的部分 的红 色就会 被 刮去
对 去掉 红 色 的部位再 度 进行刮研削、通过这样反 复 进行来制 作出 超 精 度 平面
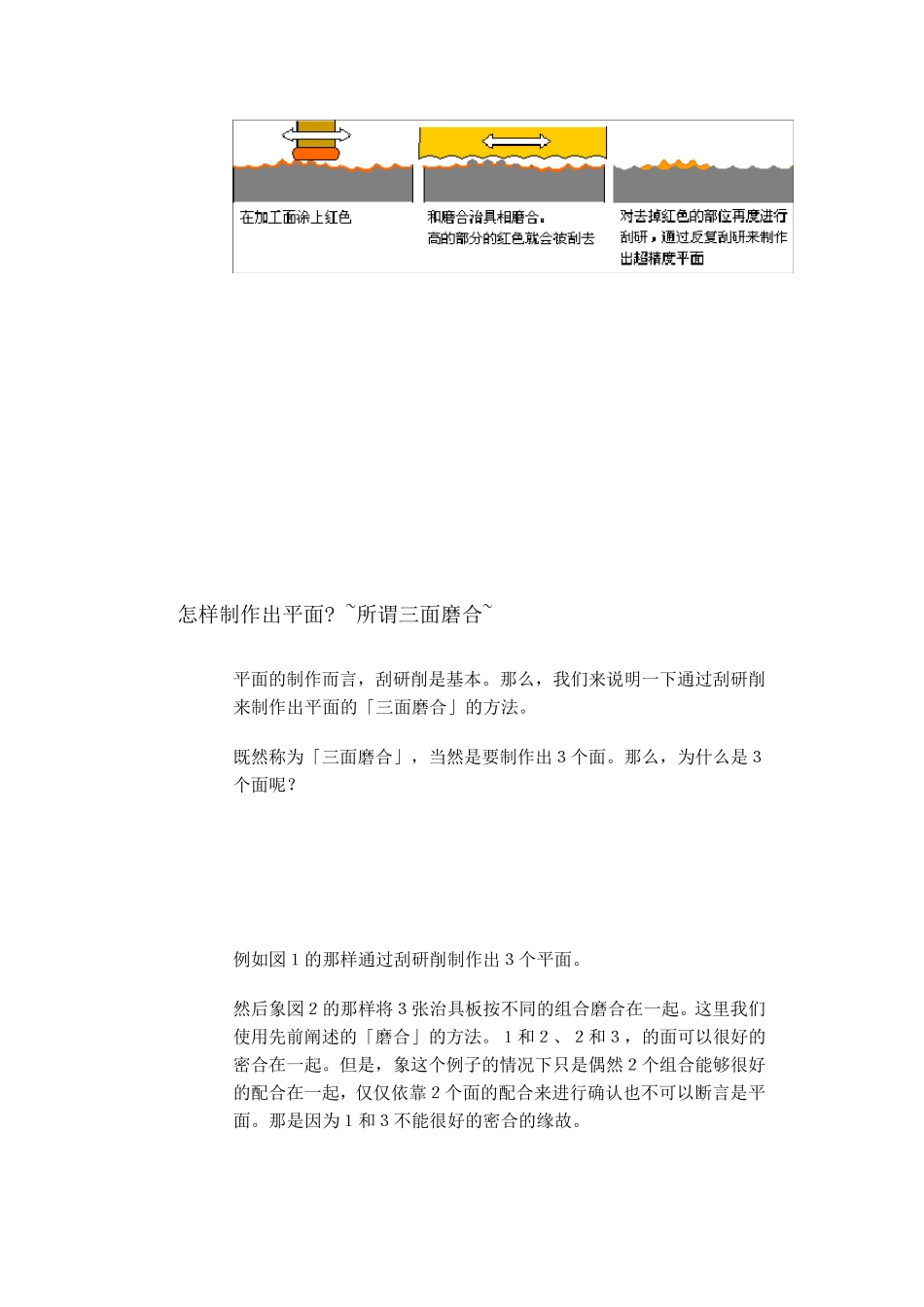
怎样制作出平面
~所谓三面磨合~ 平面的制作而言,刮研削是