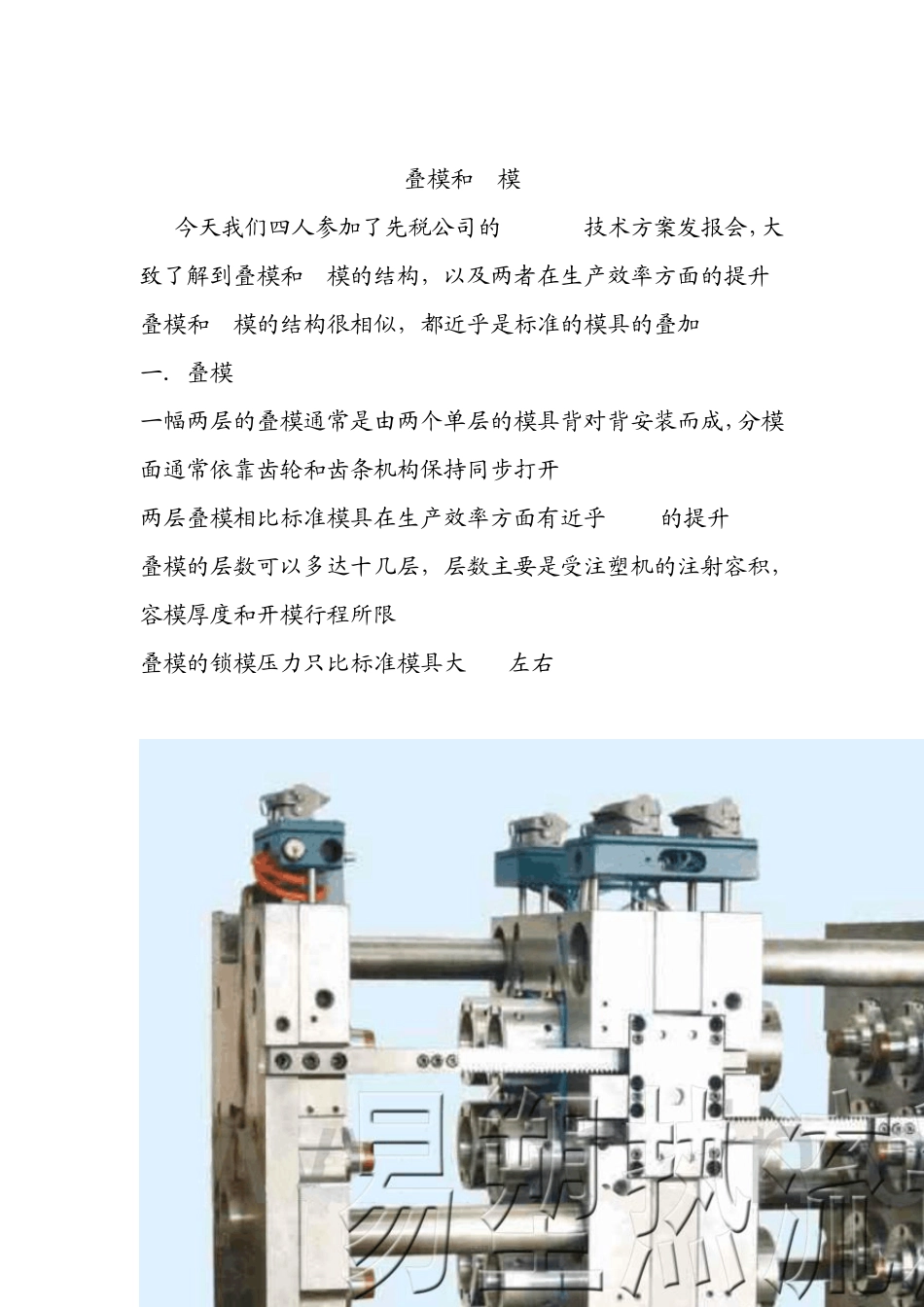
叠模和T模 今天我们四人参加了先税公司的T-MOLD技术方案发报会,大致了解到叠模和T模的结构,以及两者在生产效率方面的提升 叠模和T模的结构很相似,都近乎是标准的模具的叠加 一.叠模 一幅两层的叠模通常是由两个单层的模具背对背安装而成,分模面通常依靠齿轮和齿条机构保持同步打开 两层叠模相比标准模具在生产效率方面有近乎100%的提升 叠模的层数可以多达十几层,层数主要是受注塑机的注射容积,容模厚度和开模行程所限 叠模的锁模压力只比标准模具大10%左右
二.T模 两个分开面间歇打开,每次只打开一个分型面: 利用一分型面模的冷却时间注塑另一分型面的模腔 保压完便不用锁模: 一般来说胶件得到了额外的冷却时间,提高了产品质量: T模可以单独只成型其中一个分型面的模腔
T模的锁模需要一套专用的机构 需要特定的T模程序保证注塑过程 T模的在生产效率方面的提升不如叠模,提升率一般在50%~80%之间,主要是看冷却时间的长短决定T模的生产效率提升率
三:叠模和 T模的最大区别是: 1:叠模的分模面是同时打开的,而 T模的分模面是循环交替打开的,因而采用 T模时注塑机的开模行程不需要两倍的距离 2:叠模的注射是同时进行的,而 T模的注射是循环交替进行的,因而采用 T模时不需要扩大注塑机的注射体积