1西门子 PLC 及变频器1
1PLC 的背景以前传统的生产机械自动控制采用的是继电器控制,继电器控制系统有很多优点:结构简单、价格低廉、容易操作等等
它适用于工作模式固定,要求比较简单的场合,目前来说应用还比较宽广
后来随着工业生产的迅猛发展, 日益竞争激烈的市场, 产品更新换代的周期也日趋缩短
由于传统的继电器控制系存在一些缺点如:设计周期长, 维修和改变控制逻辑困难等, 因此工业现代化发展的需要也越来越不能适应,人们非常急切地需要新一种从未出现过的先进的自动控制装置
于是1969 年,美国数字化设备公司研制出第一台可编程控制器,并成功地应用到美国通用汽车公司的生产线上,效果显著,美国是可编程控制器生产大国,有100 多家可编程控制器厂商,已然开创了 PLC 新世界【1】
1974 年我国开始研制 PLC,1977 年我国在工业应用领域着手推广PLC
人们最初的目的是替代继电模块,然而从1968 年以后, PLC 的功能逐渐代替了继电器控制板,现代PLC 有着各种强大便利的功能,PLC 未来的发展在工业自动化中有着无比重要的位置
2PLC 的硬件组成本文中采用的 PLC 是西门子公司生产的S7-200 系列的小型 PLC ,灵活小巧的结构,运行速度快,也可以单机运行
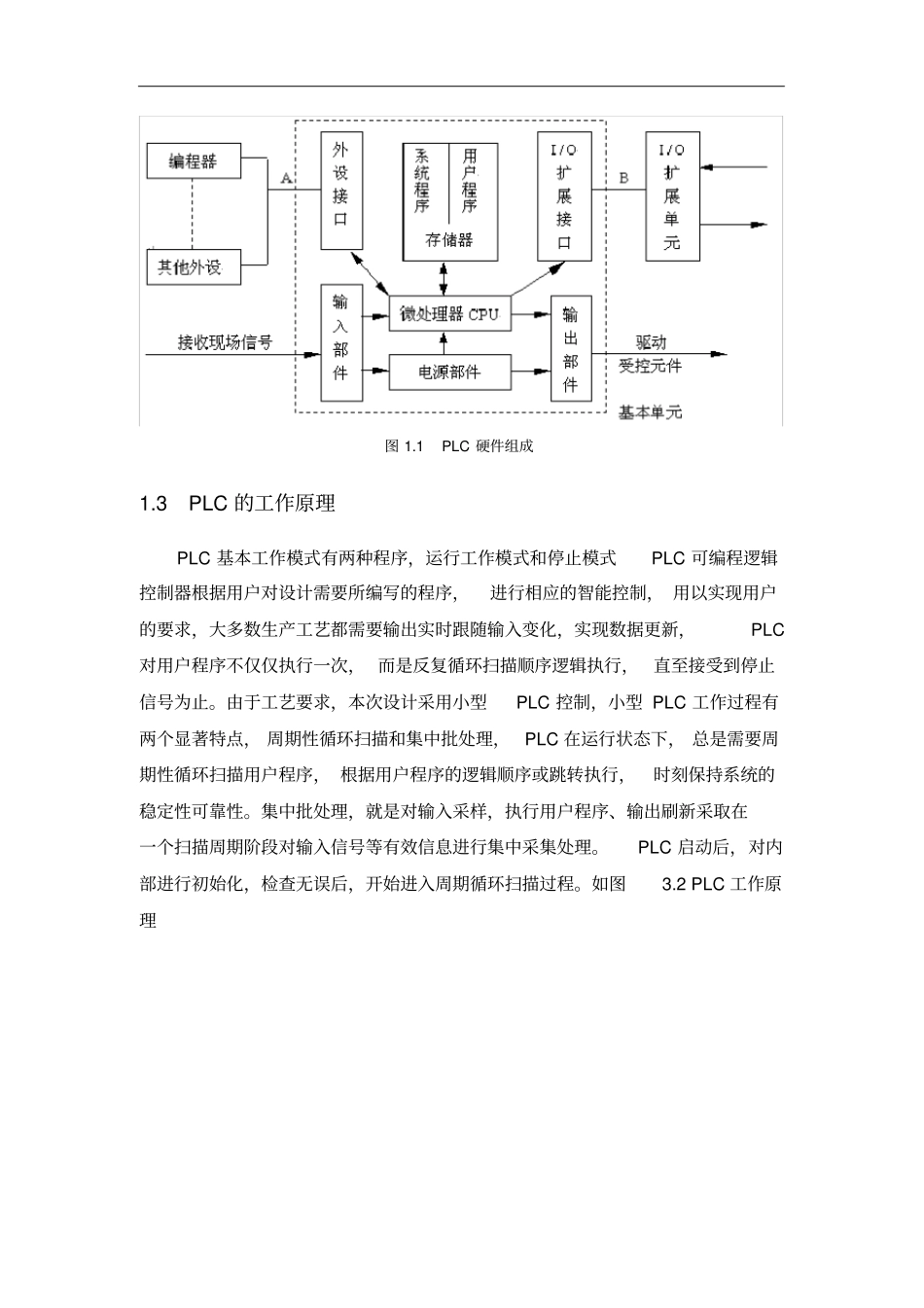
PLC 硬件主要由( CPU)、存储器、输入单元、输出单元、通信接口、扩展接口电源等部分组成
其中PLC 的核心是 CPU,输入单元与输出单元连接现场输入 /输出设备与 CPU 之间的接口电路的是输入单元与输出单元,通信接口都是用在与编程器、上位计算机等外设连接上
1 为 PLC 硬件组成图 1
1 PLC 硬件组成1
3PLC 的工作原理PLC 基本工作模式有两种程序,运行工作模式和停止模式PLC 可编程逻辑控制器根据用户对设计需要所编写的程序,进行相应的智能控制, 用以实现用户的要求,大多