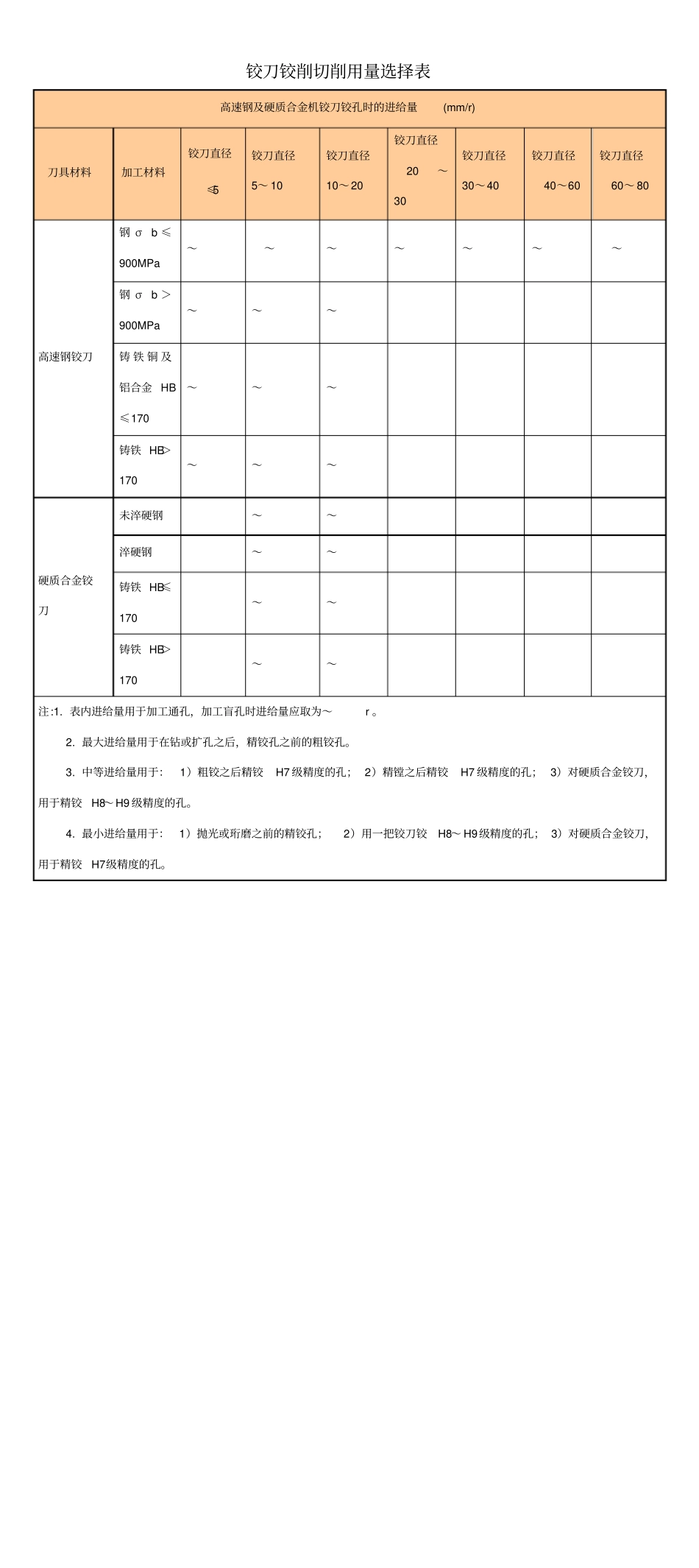
铰刀铰削切削用量选择表高速钢及硬质合金机铰刀铰孔时的进给量(mm/r) 刀具材料加工材料铰刀直径≤5 铰刀直径5~ 10 铰刀直径10~20 铰刀直径20~30 铰刀直径30~40 铰刀直径40~60铰刀直径60~ 80 高速钢铰刀钢 σb ≤900MPa~~~~~~~钢 σb >900MPa~~~铸 铁 铜 及铝合金 HB≤170~~~铸铁 HB>170~~~硬质合金铰刀未淬硬钢~~淬硬钢~~铸铁 HB≤170~~铸铁 HB>170~~注:1
表内进给量用于加工通孔,加工盲孔时进给量应取为~r
最大进给量用于在钻或扩孔之后,精铰孔之前的粗铰孔
中等进给量用于:1)粗铰之后精铰H7 级精度的孔; 2)精镗之后精铰H7 级精度的孔; 3)对硬质合金铰刀,用于精铰H8~H9 级精度的孔
最小进给量用于:1)抛光或珩磨之前的精铰孔;2)用一把铰刀铰H8~ H9级精度的孔; 3)对硬质合金铰刀,用于精铰H7级精度的孔
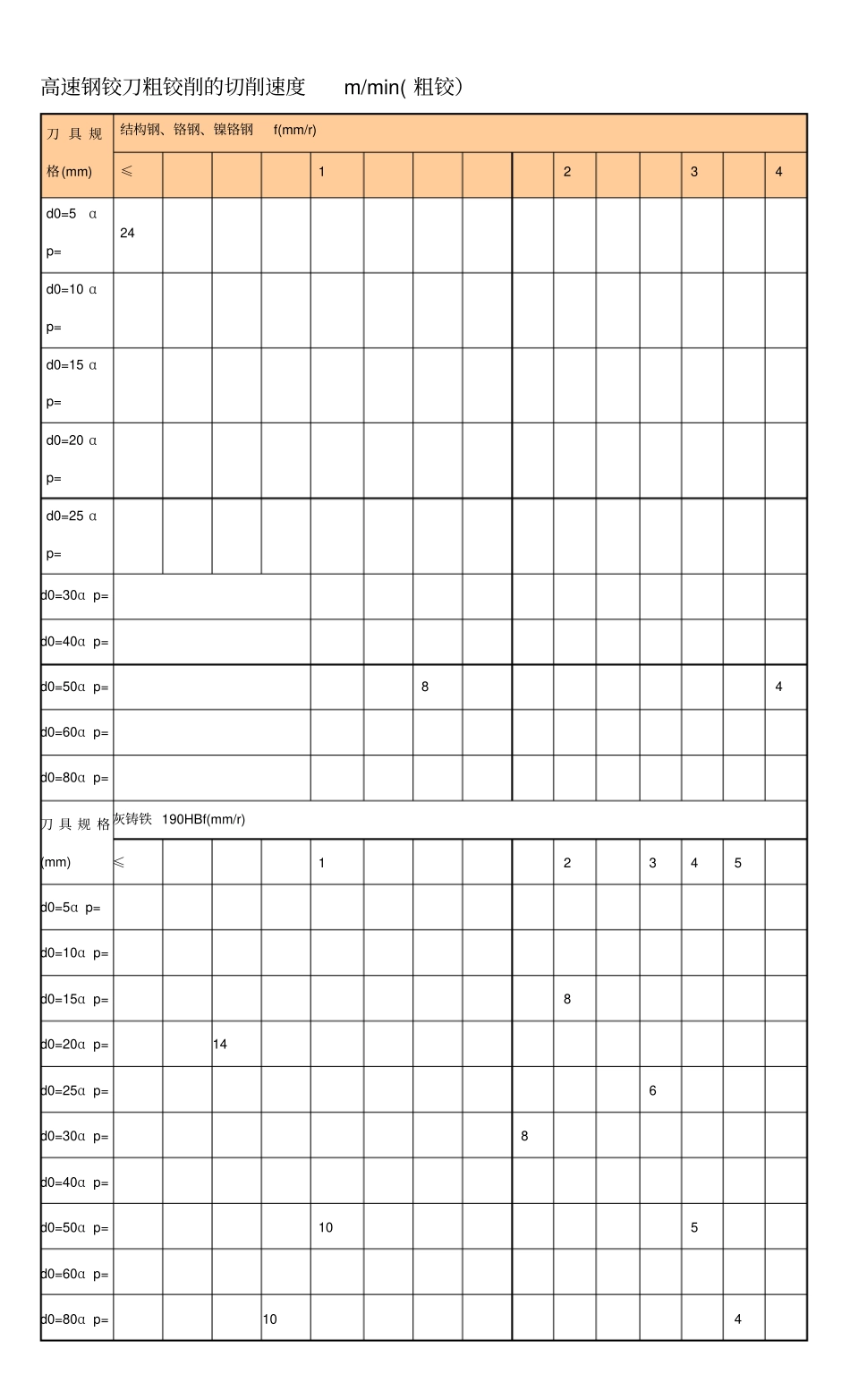
高速钢铰刀粗铰削的切削速度m/min( 粗铰)刀 具 规格(mm)结构钢、铬钢、镍铬钢f(mm/r)≤1234d0=5αp=24d0=10 αp=d0=15 αp=d0=20 αp=d0=25 αp=d0=30α p=d0=40α p=d0=50α p=84d0=60α p=d0=80α p=刀 具 规 格(mm)灰铸铁 190HBf(mm/r)≤12345d0=5α p=d0=10α p=d0=15α p=8d0=20α p=14d0=25α p=6d0=30α p=8d0=40α p=d0=50α p=105d0=60α p=d0=80α p=104高速钢铰刀铰削的切削速度m/min( 精铰 )结构碳钢、铬钢、镍铬钢灰铸铁、可锻铸铁、铜合金精度等级加 工 表 面 粗 糙 度Ra(μ m) 切削速度υ(m/min)灰铸铁可锻铸铁铜合金H7