国际标准二版ISO8026 第铸件------ 尺差公差和加工留余量1
范围此国际标准系统地规定了铸件尺寸公差等级和加工余量要求
它适用于不同铸造工艺的金属及合金件尺寸 [同时请参见介绍g]和第 5 款] 此国际标准适用于图纸上提到的基本公差及/或要求的加工余量,同时也适用于特定尺寸的旁标注的个别公差及/或要求的加工余量(见第 11 款 )
当铸造厂提供模具或冲模工具,或接受证明责任时,该系统实施
参考标准通过本标准的引用,下述标准构成其条款
在出版期间,提到的版本有效
标准都是有可能要进行修订的, 建议接受本标准的各方使用下列标准的最新版本
IEC 和 ISO 的成员拥有当前有效的国际标准
ISO286-1:1998,ISO 体系极限与适用---第一部分 :公差与适用基础ISO1302:1992,技术图纸 ---表面结构标注方法
定义就本标准,采用下述定义: 3
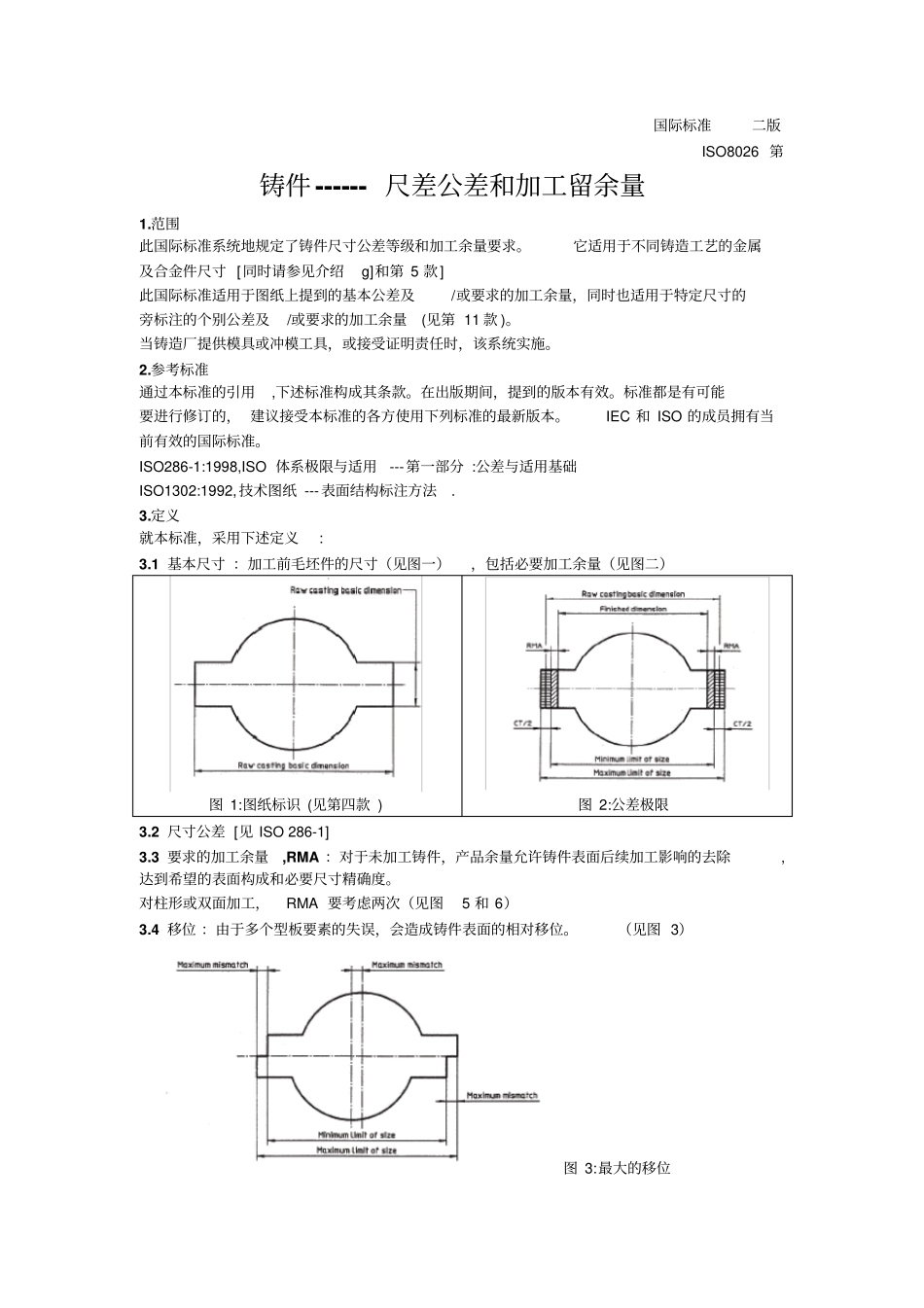
1 基本尺寸 :加工前毛坯件的尺寸(见图一),包括必要加工余量(见图二)图 1:图纸标识 (见第四款 ) 图 2:公差极限3
2 尺寸公差 [见 ISO 286-1] 3
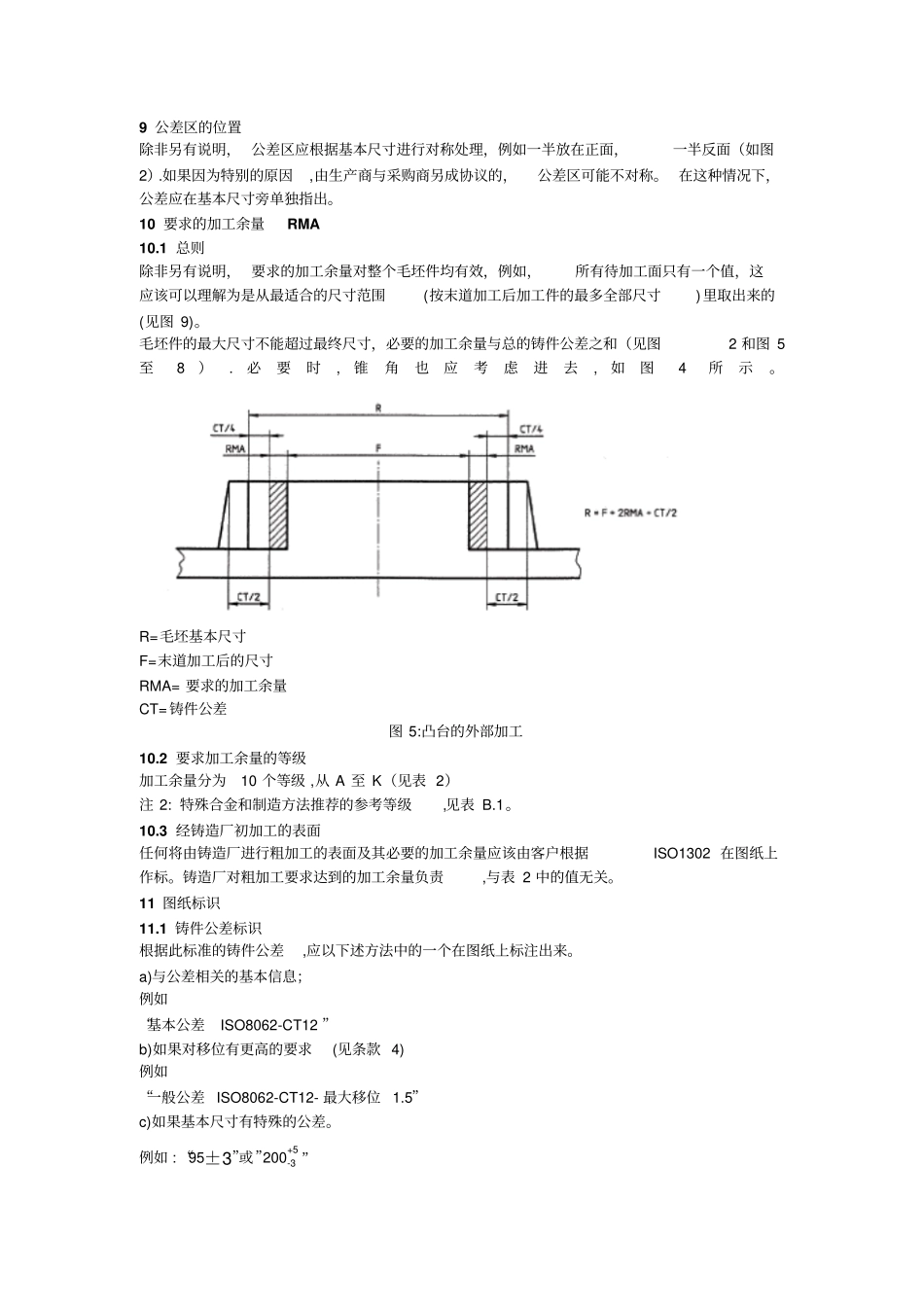
3 要求的加工余量,RMA :对于未加工铸件,产品余量允许铸件表面后续加工影响的去除,达到希望的表面构成和必要尺寸精确度
对柱形或双面加工,RMA 要考虑两次(见图5 和 6)3
4 移位 :由于多个型板要素的失误,会造成铸件表面的相对移位
(见图 3)图 3:最大的移位3
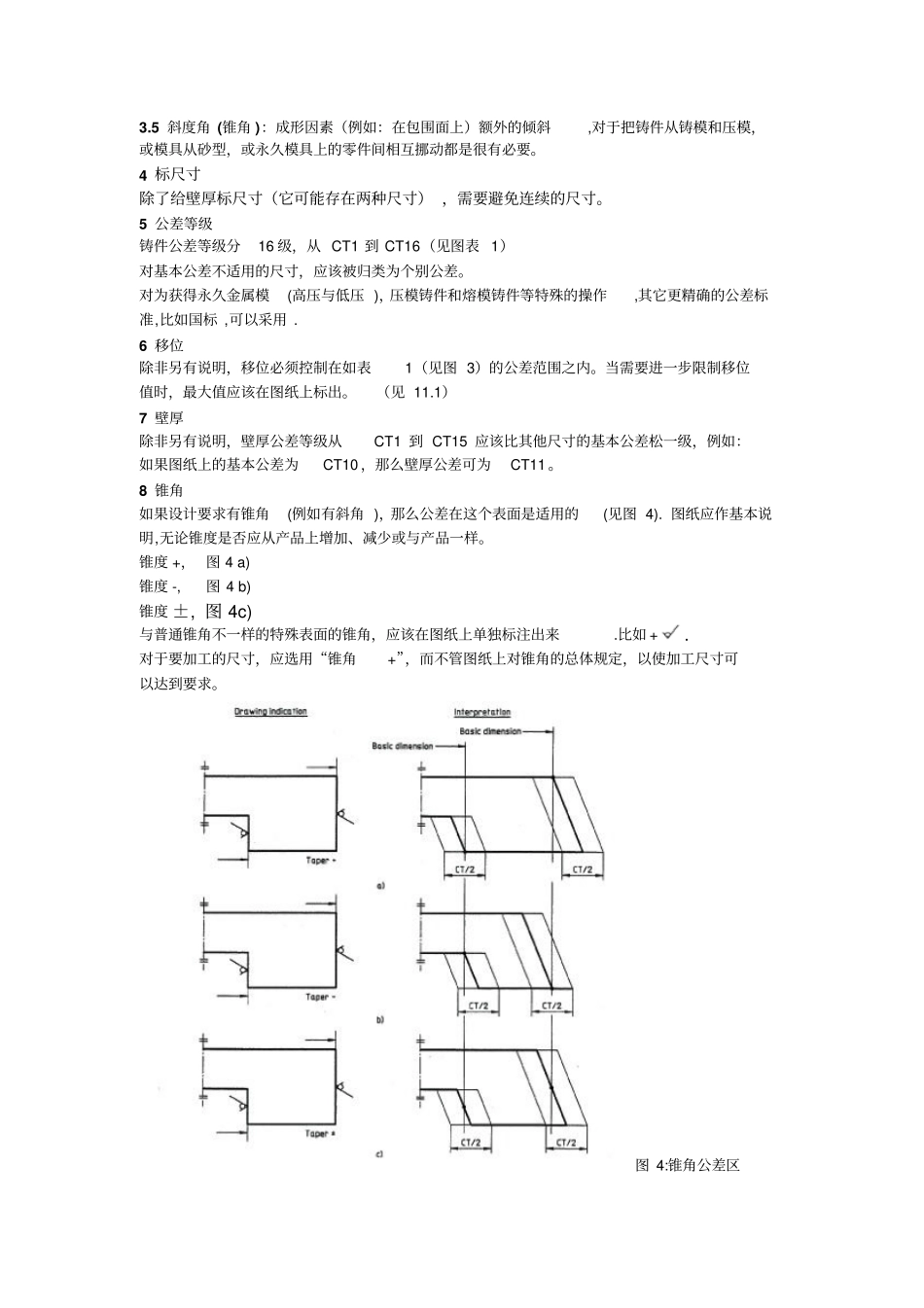
5 斜度角 (锥角 ):成形因素(例如:在包围面上)额外的倾斜,对于把铸件从铸模和压模,或模具从砂型,或永久模具上的零件间相互挪动都是很有必要
4 标尺寸除了给壁厚标尺寸(它可能存在两种尺寸) ,需要避免连续的尺寸
5 公差等级铸件公差等级分16 级,从 CT1 到 CT16(见图表 1)对基本公差不适用的尺寸,应该被归类为个别公差
对为获得永久金属模(高压与低压