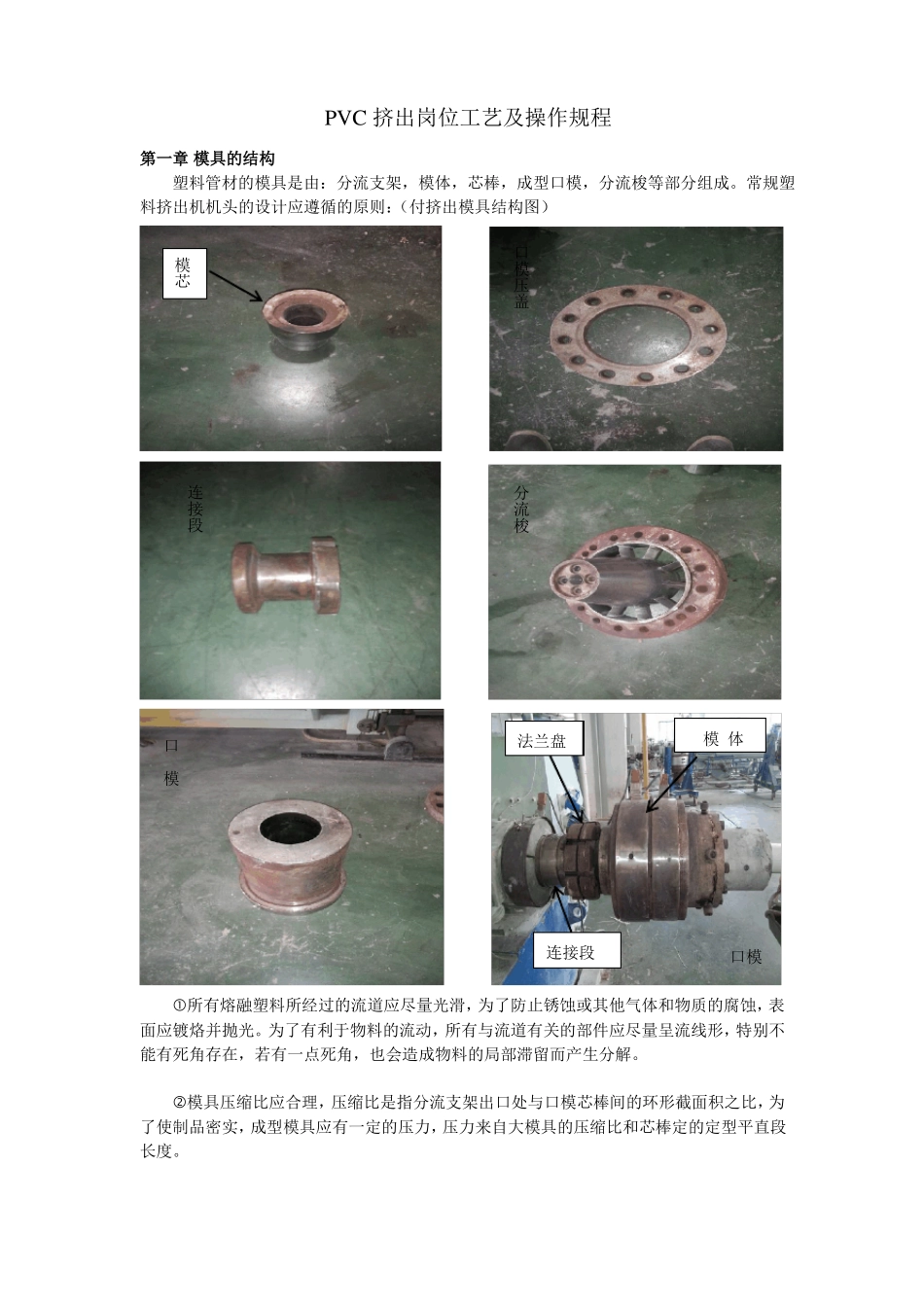
PVC 挤出岗位工艺及操作规程第一章 模具的结构塑料管材的模具是由:分流支架,模体,芯棒,成型口模,分流梭等部分组成
常规塑料挤出机机头的设计应遵循的原则:(付挤出模具结构图)模芯口模压盖口模所有熔融塑料所经过的流道应尽量光滑,为了防止锈蚀或其他气体和物质的腐蚀,表面应镀烙并抛光
为了有利于物料的流动,所有与流道有关的部件应尽量呈流线形,特别不能有死角存在,若有一点死角,也会造成物料的局部滞留而产生分解
模具压缩比应合理,压缩比是指分流支架出口处与口模芯棒间的环形截面积之比,为了使制品密实,成型模具应有一定的压力,压力来自大模具的压缩比和芯棒定的定型平直段长度
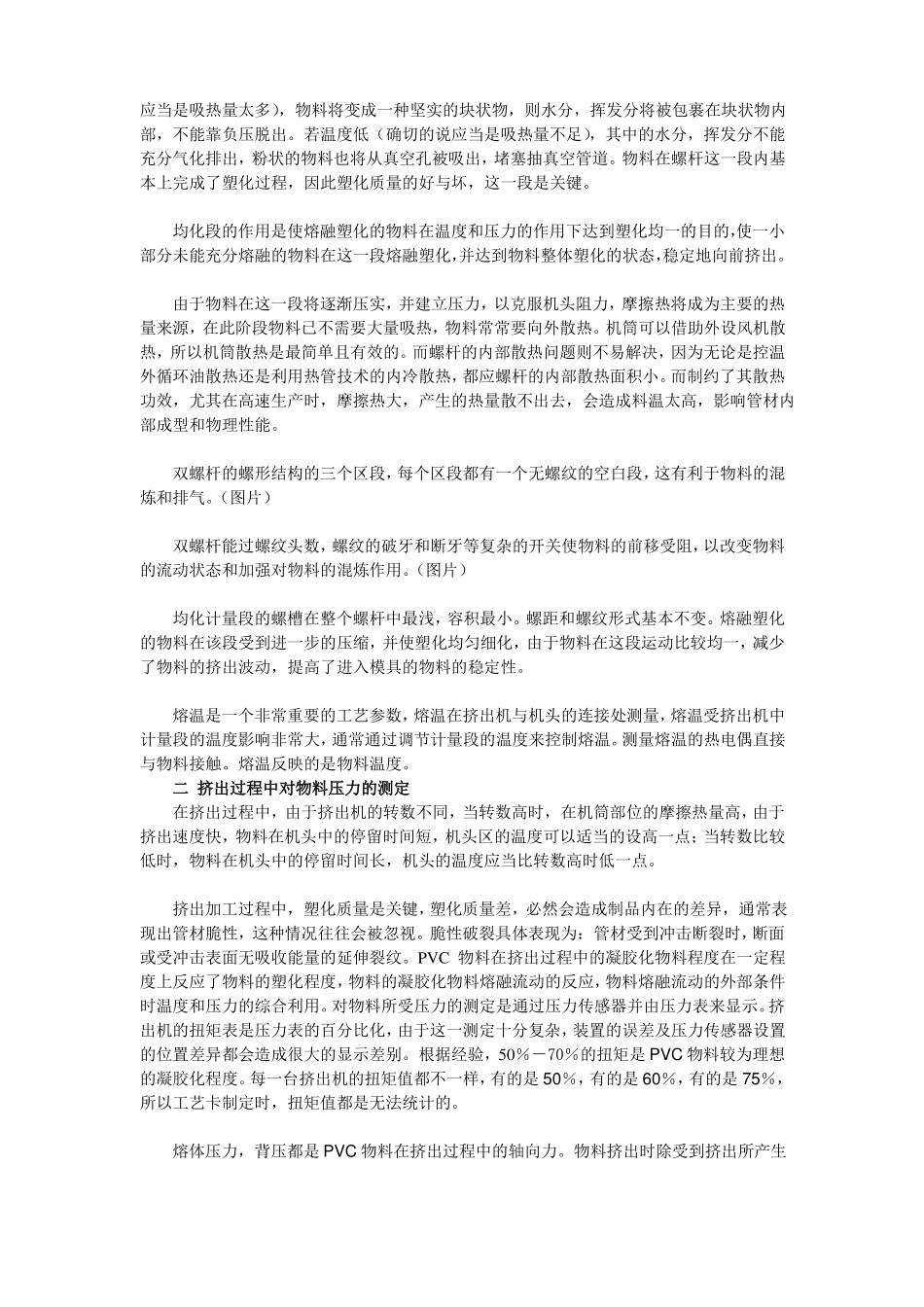
连接段分流梭法兰盘模 体连接段口模由于物料在支架处流过时受到剪切力不同,接近支架处剪力大于中心处,在支架区内,物料的流动有一定的速度差
如果模具压缩比太小或平直段太短,管内壁会留有支架痕迹线,严重时会留有纵向裂痕
模具的主要作用是使物料塑化的更加均匀,使物料压得更加密实,使物料由不规则流动变成规则的直线流动,并形成制品的形状
机头主要分为芯子和机头体,由于物料在机头的停留时间较长,所以温度不宜过高
机头的温度,压力,口模长度直接影响着合料线的情况和产品的性能
第二章 螺杆的结构 工作原理 挤出控制一 螺杆挤出机螺杆按作用来说可依次分为:加料段,压熔段(熔融塑化段)和均化段(计量段)三部分组成
(附挤出螺杆图片)均化段塑化段加料段螺杆加料段的作用是将物料送至熔融段,由于物料从料筒落下时所接触到的螺杆,其螺槽深度最大,所受压力最小,物料基本上是以颗粒向前推移
随着物料的向前推移,压力逐渐增加,受到料筒加热加温和压力作用,物料开始出现熔融直至形成熔膜
加料段是在喂料口位置,防止物料架桥通有冷却水;根据固体输送理论,为了实现大挤出量,要求螺杆有较大的输送能力,螺杆温度不宜过高,螺杆能靠不同部位之间的热传导和摩擦热来调节温