中频感应熔炼炉筑炉工艺和烘炉工艺筑炉工艺跟炉衬材料和熔炼炉容量及实际操作各有不同
但是关键的环节是:材质的正确选择,颗粒配比、添加剂、结合剂的选择与使用数量、打结前的准备工作以及打结操作工艺等
合理的粒度配比可以使坩埚的气孔率最小,致密性最高、烧结性好和耐激冷激热性好
用于制作坩埚的耐火材料一般分为粗颗粒、中颗粒和细颗粒三种
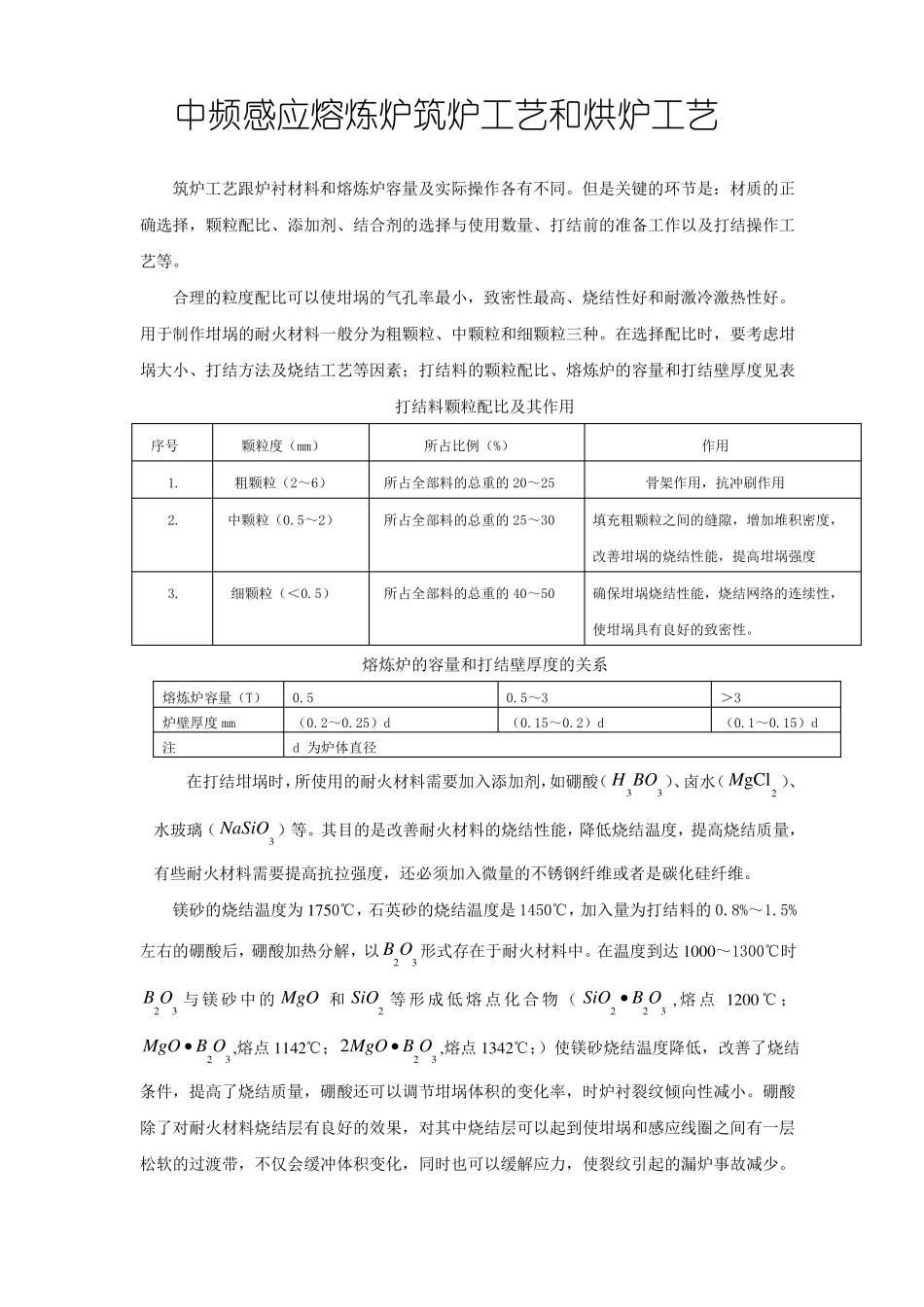
在选择配比时,要考虑坩埚大小、打结方法及烧结工艺等因素;打结料的颗粒配比、熔炼炉的容量和打结壁厚度见表打结料颗粒配比及其作用序号1
颗粒度(mm)粗颗粒(2~6)中颗粒(0
5~2)所占比例(%)所占全部料的总重的 20~25所占全部料的总重的 25~30作用骨架作用,抗冲刷作用填充粗颗粒之间的缝隙,增加堆积密度,改善坩埚的烧结性能,提高坩埚强度3
细颗粒(<0
5)所占全部料的总重的 40~50确保坩埚烧结性能,烧结网络的连续性,使坩埚具有良好的致密性
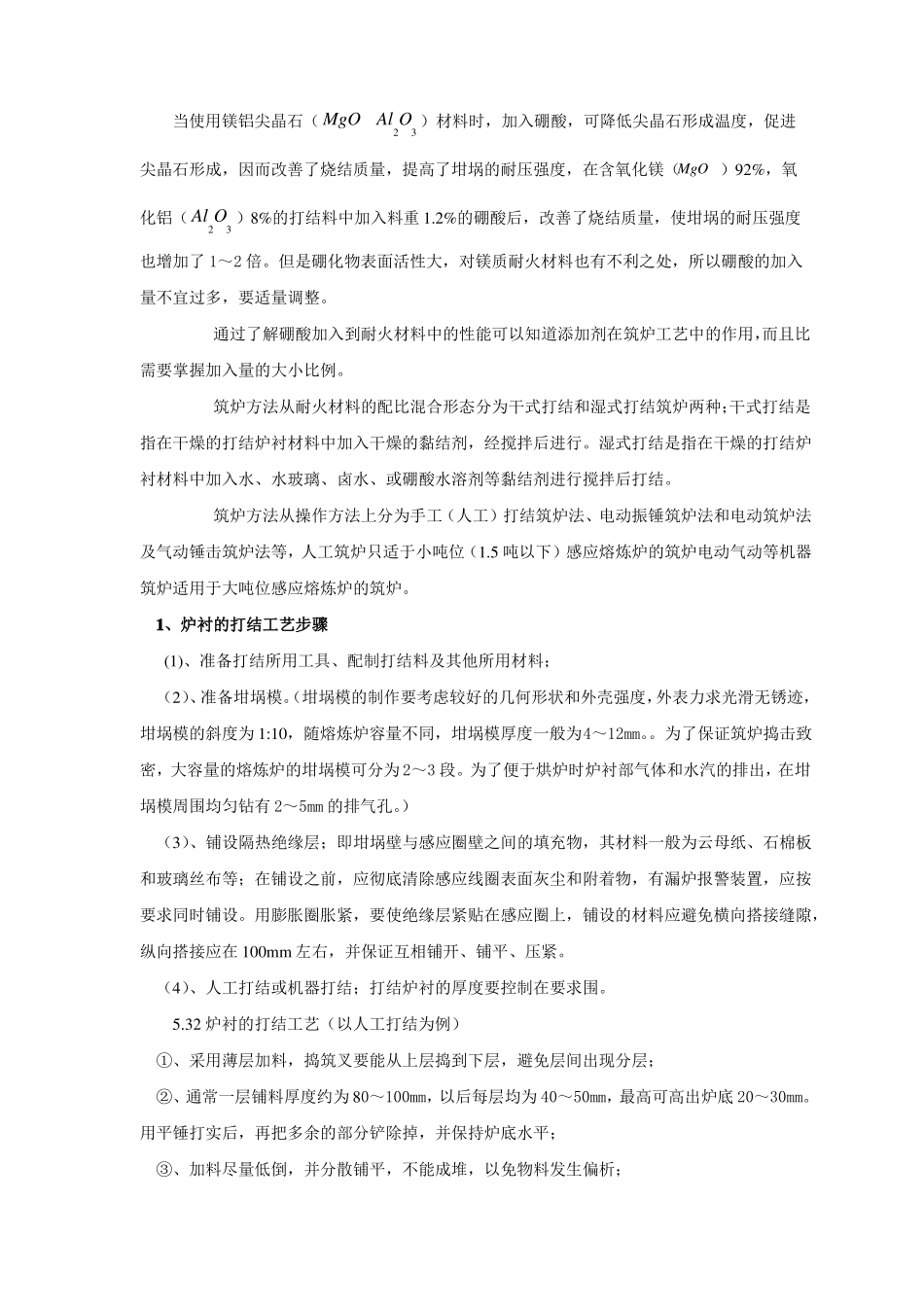
熔炼炉的容量和打结壁厚度的关系熔炼炉容量(T)炉壁厚度 mm注0
25)dd 为炉体直径0
2)d>3(0
15)d在打结坩埚时,所使用的耐火材料需要加入添加剂,如硼酸( H3BO3)、卤水( MgCl2 )、水玻璃( NaSiO3 )等
其目的是改善耐火材料的烧结性能,降低烧结温度,提高烧结质量,有些耐火材料需要提高抗拉强度,还必须加入微量的不锈钢纤维或者是碳化硅纤维
镁砂的烧结温度为 1750℃,石英砂的烧结温度是 1450℃,加入量为打结料的 0
5%左右的硼酸后,硼酸加热分解,以 B2O3 形式存在于耐火材料中
在温度到达 1000~1300℃时B2O3 与 镁 砂 中 的 MgO 和 SiO2 等 形 成 低 熔 点 化 合 物 ( SiO2 • B2O3 , 熔 点 1200 ℃ ;MgO • B2O3,熔点 1142℃;2MgO