钢管生产技术要求 管坯 对管坯的质量要求: 对管坯质量要求的严格程度与钢管品种、用途和穿孔方法有关
对普通用途钢管的管坯质量要求可放宽些,而对重要用途钢管和高合金钢管的管坯质量要求必须严格
应力状态条件较好或变形量较小的穿孔方法,在不影响钢管性能的条件下,对管坯表面质量和内部质量的要求可以略为低些
应力状态条件较差的二辊斜轧穿孔,如果穿孔变形量较大,则对管坯表面质量和内部质量都要严格要求
总之,管坯技术条件是以保证钢管质量和生产过程顺利进行为依据来确定的,并将随穿孔方法不同而有所变化,随钢管的技术条件提高而提高
各种管坯的技术条件可查阅标准和技术协议
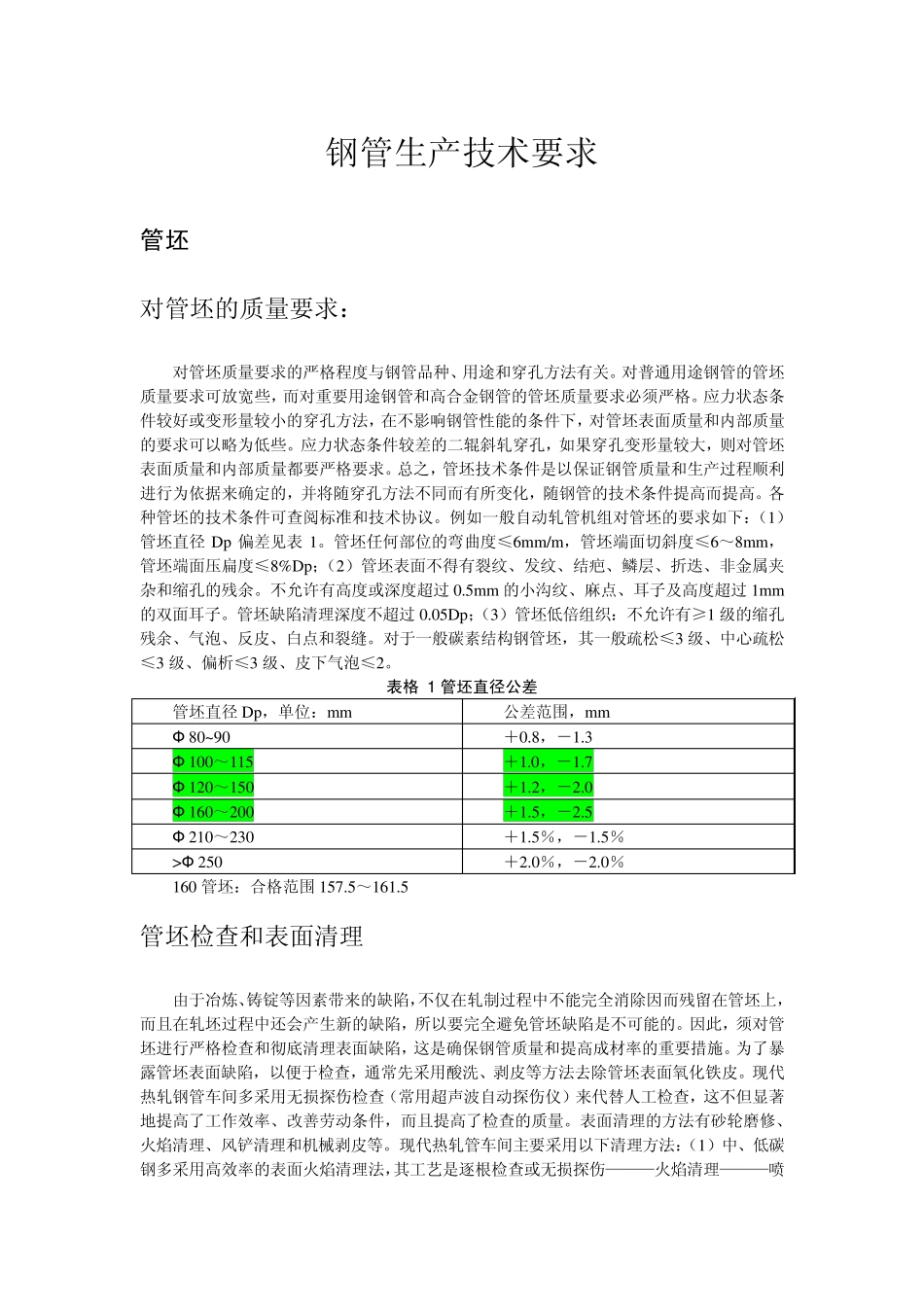
例如一般自动轧管机组对管坯的要求如下:(1)管坯直径 Dp 偏差见表 1
管坯任何部位的弯曲度≤6mm/m,管坯端面切斜度≤6~8mm,管坯端面压扁度≤8%Dp;(2)管坯表面不得有裂纹、发纹、结疤、鳞层、折迭、非金属夹杂和缩孔的残余
不允许有高度或深度超过 0
5mm 的小沟纹、麻点、耳子及高度超过 1mm的双面耳子
管坯缺陷清理深度不超过 0
05Dp;(3)管坯低倍组织:不允许有≥1 级的缩孔残余、气泡、反皮、白点和裂缝
对于一般碳素结构钢管坯,其一般疏松≤3 级、中心疏松≤3 级、偏析≤3 级、皮下气泡≤2
表格 1 管坯直径公差 管坯直径 Dp,单位:mm 公差范围,mm Ф 80~90 +0
3 Ф 100~115 +1
7 Ф 120~150 +1
0 Ф 160~200 +1
5 Ф 210~230 +1
5% >Ф 250 +2
0% 160 管坯:合格范围157
5 管坯检查和表面清理 由于冶炼、铸锭等因素带来的缺陷,不仅在轧制过程中不能完全消除因而残留在管坯上,而且在轧坯过程中还会产生新的缺陷,所以要完全避免管坯缺陷是不可能的