焊接件的结构工艺性 在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及要求,才能保证在较高的生产率和较低的成本下,获得符合设计要求的产品质量
焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热处理等因素,具体主要表现在焊缝的布置、焊接接头和坡口形式等几个方面
一、焊缝布置 焊缝位置对焊接接头的质量、焊接应力和变形以及焊接生产率均有较大影响,因此在布置焊缝时,应考虑以下几个方面
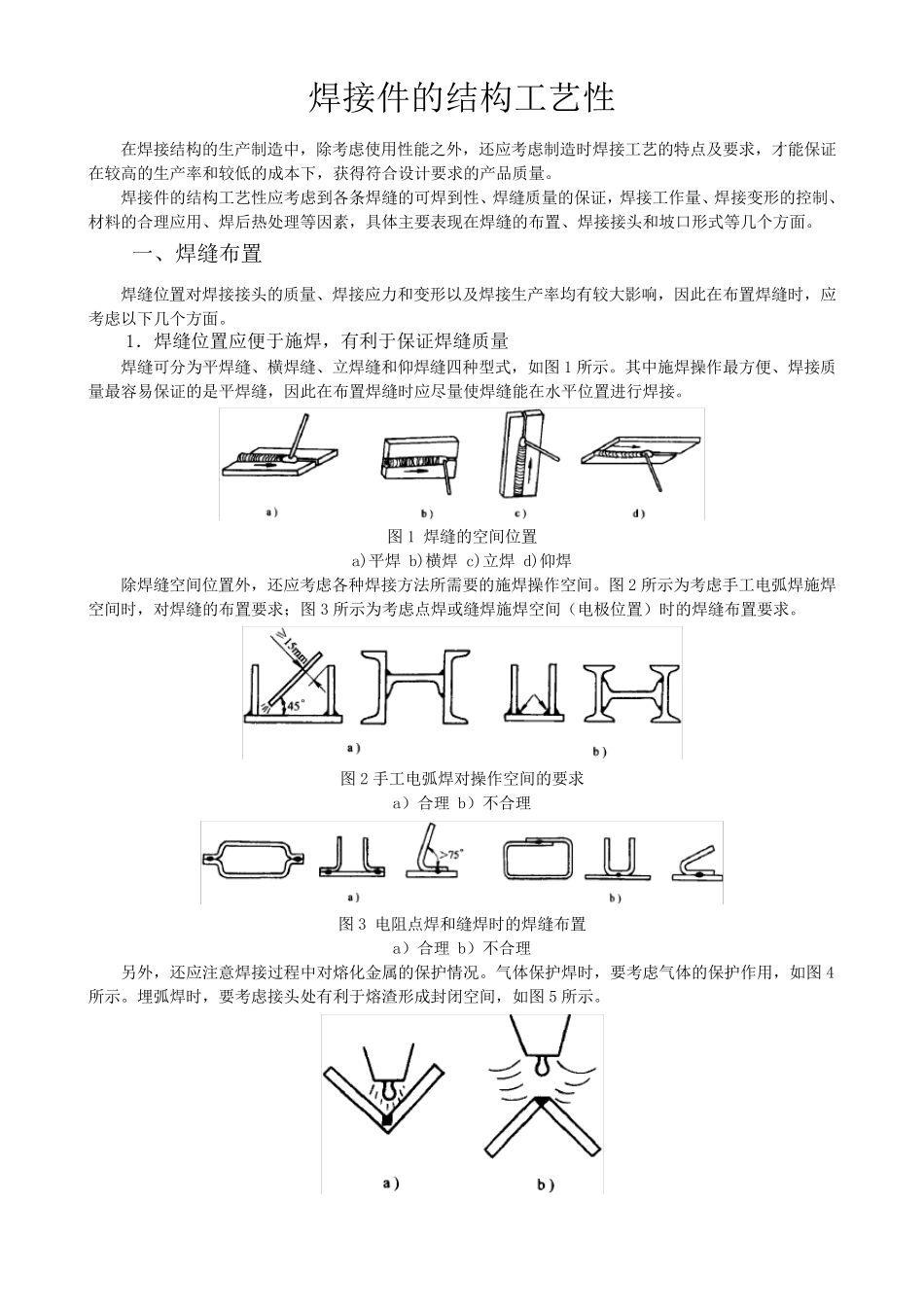
1.焊缝位置应便于施焊,有利于保证焊缝质量 焊缝可分为平焊缝、横焊缝、立焊缝和仰焊缝四种型式,如图 1 所示
其中施焊操作最方便、焊接质量最容易保证的是平焊缝,因此在布置焊缝时应尽量使焊缝能在水平位置进行焊接
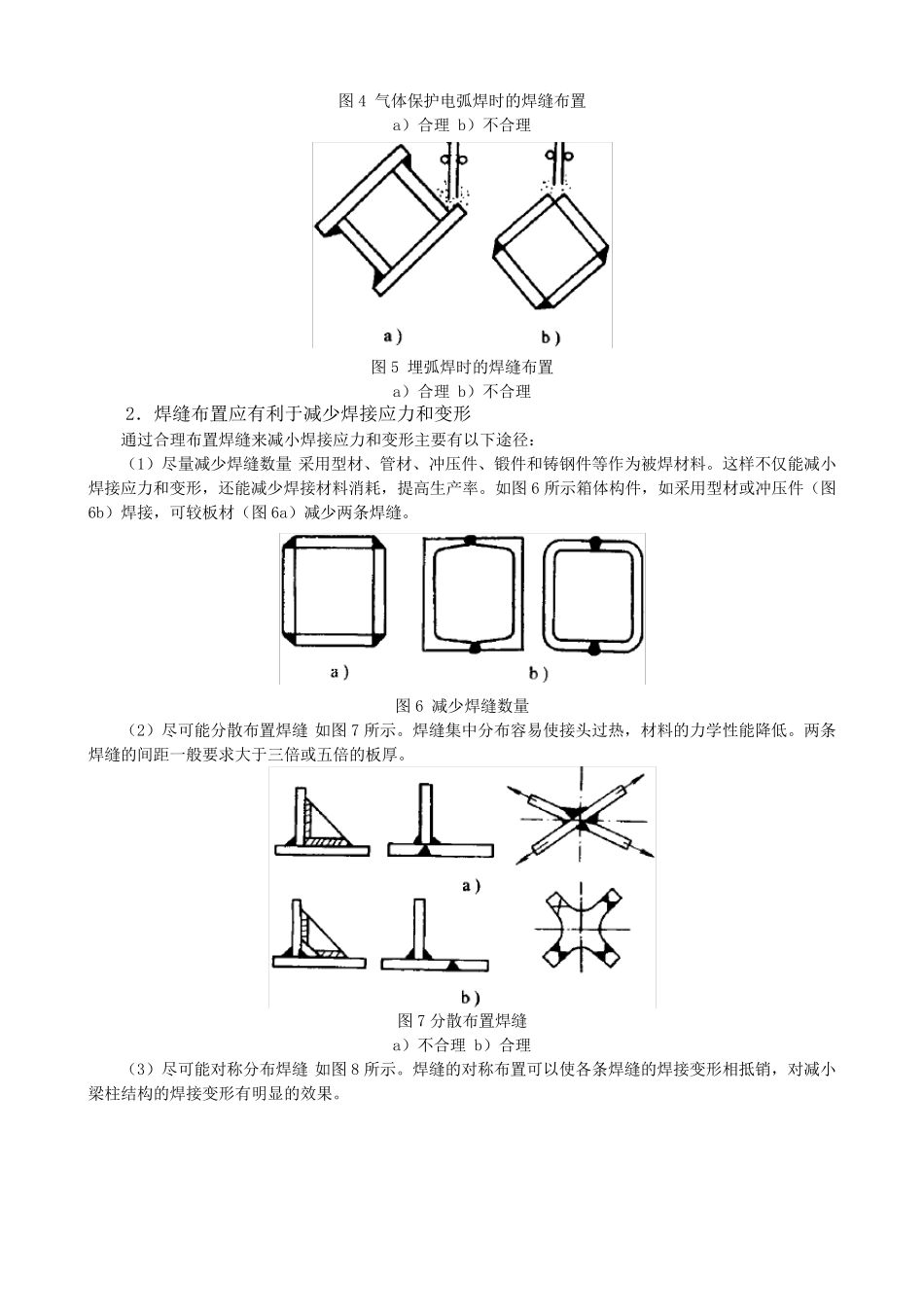
图 1 焊缝的空间位置 a)平焊 b)横焊 c)立焊 d)仰焊 除焊缝空间位置外,还应考虑各种焊接方法所需要的施焊操作空间
图 2 所示为考虑手工电弧焊施焊空间时,对焊缝的布置要求;图 3 所示为考虑点焊或缝焊施焊空间(电极位置)时的焊缝布置要求
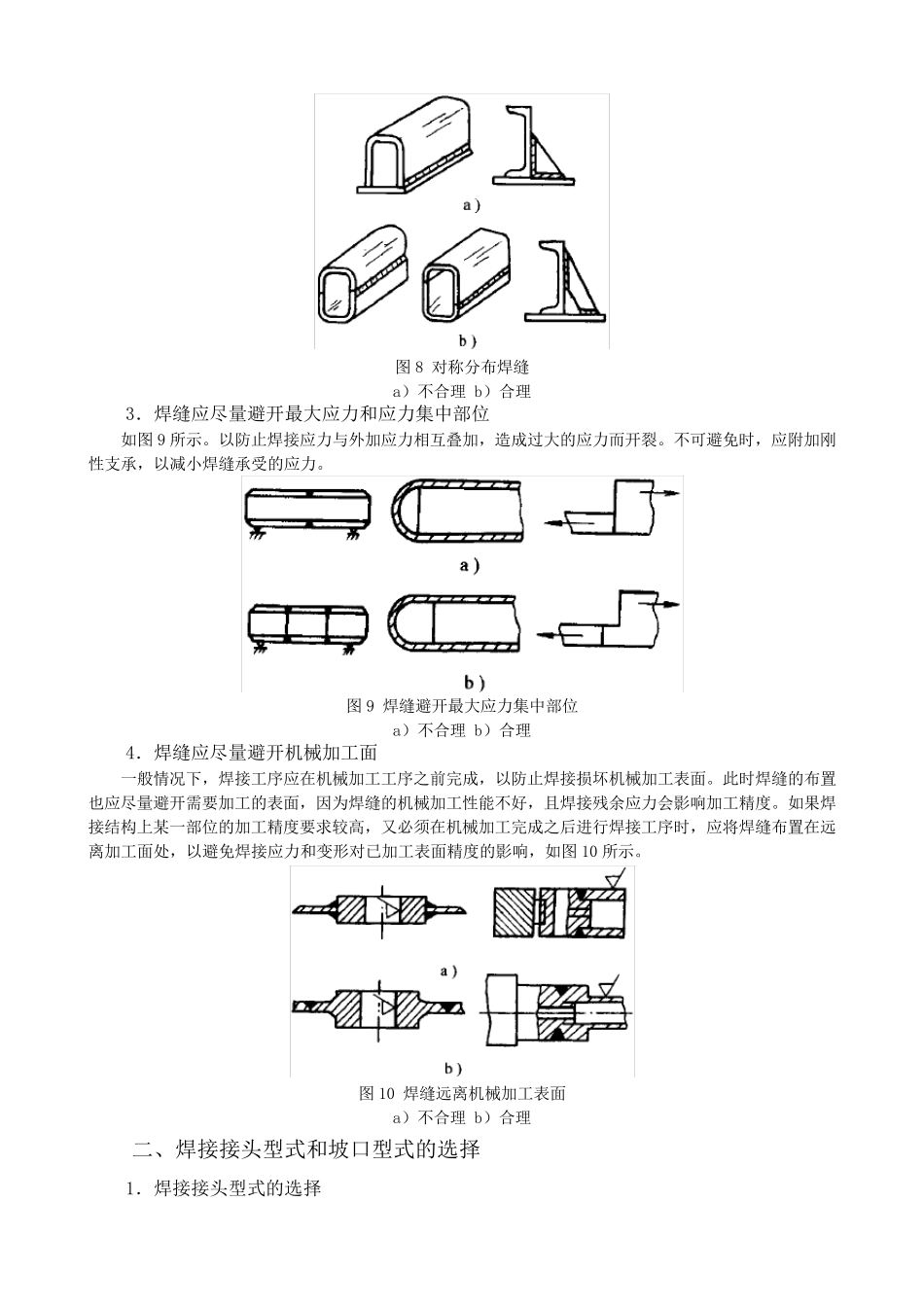
图 2 手工电弧焊对操作空间的要求 a)合理 b)不合理 图 3 电阻点焊和缝焊时的焊缝布置 a)合理 b)不合理 另外,还应注意焊接过程中对熔化金属的保护情况
气体保护焊时,要考虑气体的保护作用,如图 4所示
埋弧焊时,要考虑接头处有利于熔渣形成封闭空间,如图 5 所示
图4 气体保护电弧焊时的焊缝布置 a)合理 b)不合理 图5 埋弧焊时的焊缝布置 a)合理 b)不合理 2.焊缝布置应有利于减少焊接应力和变形 通过合理布置焊缝来减小焊接应力和变形主要有以下途径: (1)尽量减少焊缝数量 采用型材、管材、冲压件、锻件和铸钢件等作为被焊材料
这样不仅能减小焊接应力和变形,还能减少焊接材料消耗,提高生产率
如图6 所示箱体构件,如采用型材或冲压件(图6b)焊