1 范围 本标准规定了锻压机械、金切机床和其它产品用焊接件制造和验收基本要求
本标准适用于碳素结构钢、低合金结构钢采用气焊、手工电弧焊、埋弧焊、气体保护焊等方法制造的本集团公司各类产品焊接件
本标准将零件分为 A 级和 B 级,分别适用于 A 级和 B 级焊接构件
A 级应在图样的技术要求中注明,B 级不需要注明
当图样和技术文件无要求时,按 B 级
2 引用标准 GB 150-89 钢制压力容器 GB 2649 – 2655-89 焊接接头机械性能试验方法 GB 2656-81 焊缝金属和焊接接头的疲劳试验法 DIN EN 9013 气割件质量级别 DIN EN 13920 焊接构件的普通公差 KES 04
3 焊接构件的普通公差(KOMATSU) 3 焊工资格 焊工必须持有焊工技术资格证和焊工安全技术操作证方可进行独立焊接工作
4 材料 4
1 制造焊接件的钢材应符合图纸的规定 4
2 制造焊接件的钢材和焊接材料应符合有关标准规定,应满足图纸或工艺文件的要求,具有制造厂的质量合格证书,并根据规定进行检查验收,合格后方可使用
3 制造箱门、罩壳、盖板、护罩、护板之类零件用的δ ≤3mm 的钢板一律采用冷轧钢板
4 气割、焊接用气体,其质量应符合表 1的规定
表 1 气体种类 纯度(%)≥ 用途 氧气(O2) 99
5 用于气焊、气割 乙炔(H2C2) 99
5 用于气焊、气割 工业液态烃气 有质量合格证 用于气焊、气割 二氧化碳(CO2) 99
5 用于 CO2 气体保护焊 5 零件下料与成形 5
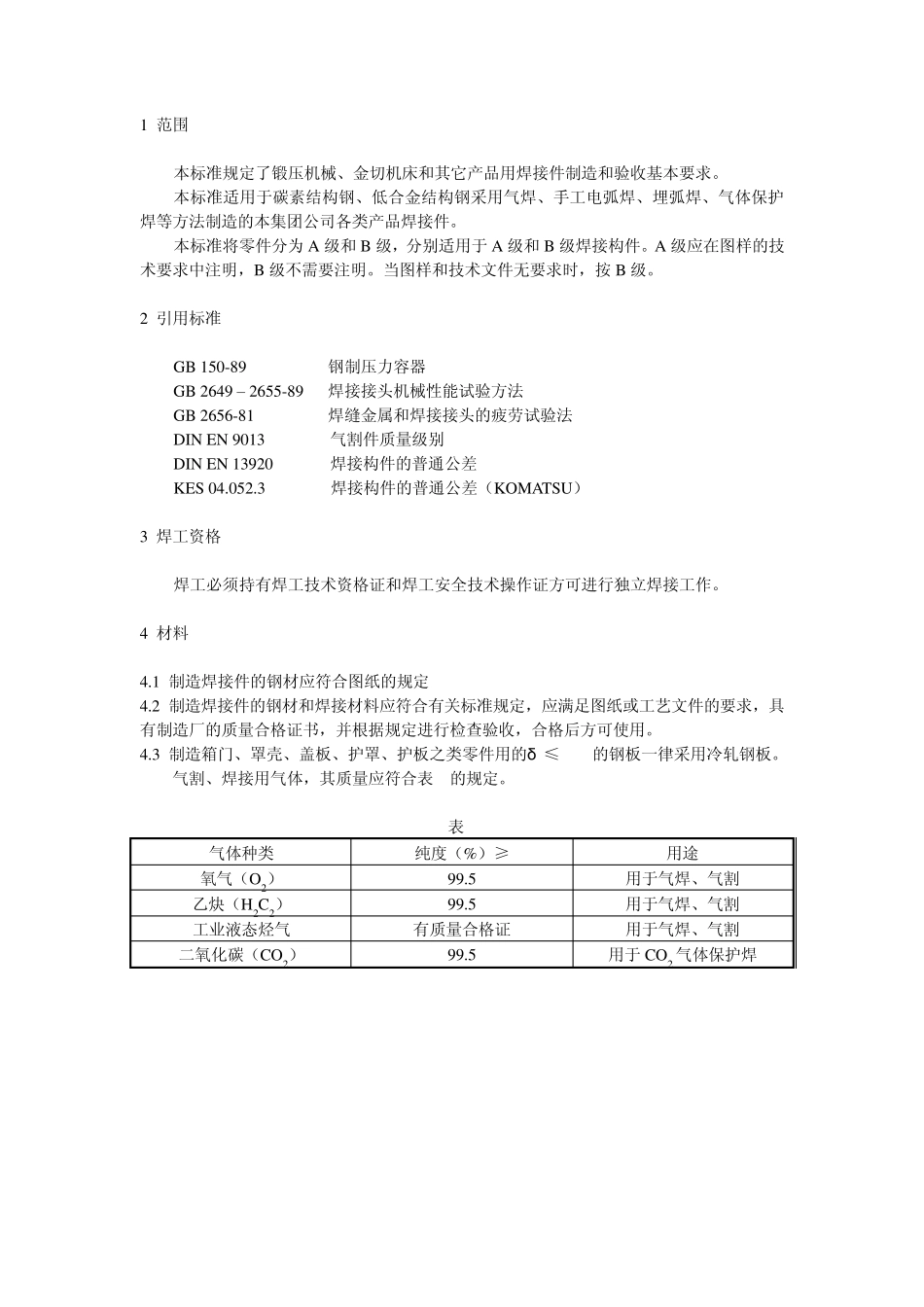
1 火焰切割和等离子切割下料未注尺寸偏差应符合表2 的规定,焊接坡口的角度(α )及尺寸(a、b)应符合表3 的规定
表2 mm 等级 基 本 尺 寸 ≤ 315 >315 ~ 1000 > 1000 ~ 2000 > 2000 ~ 4000 >