第 1 页 共 14 页 焊接件通用技术规范 1
目的 为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范
范围 如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求
一般要求 3
1 焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定
2 焊接件材料和焊接材料 3
1 用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求
2 用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用
3 对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用
4 原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求
矫正后,钢材表面不应留有明显的损伤
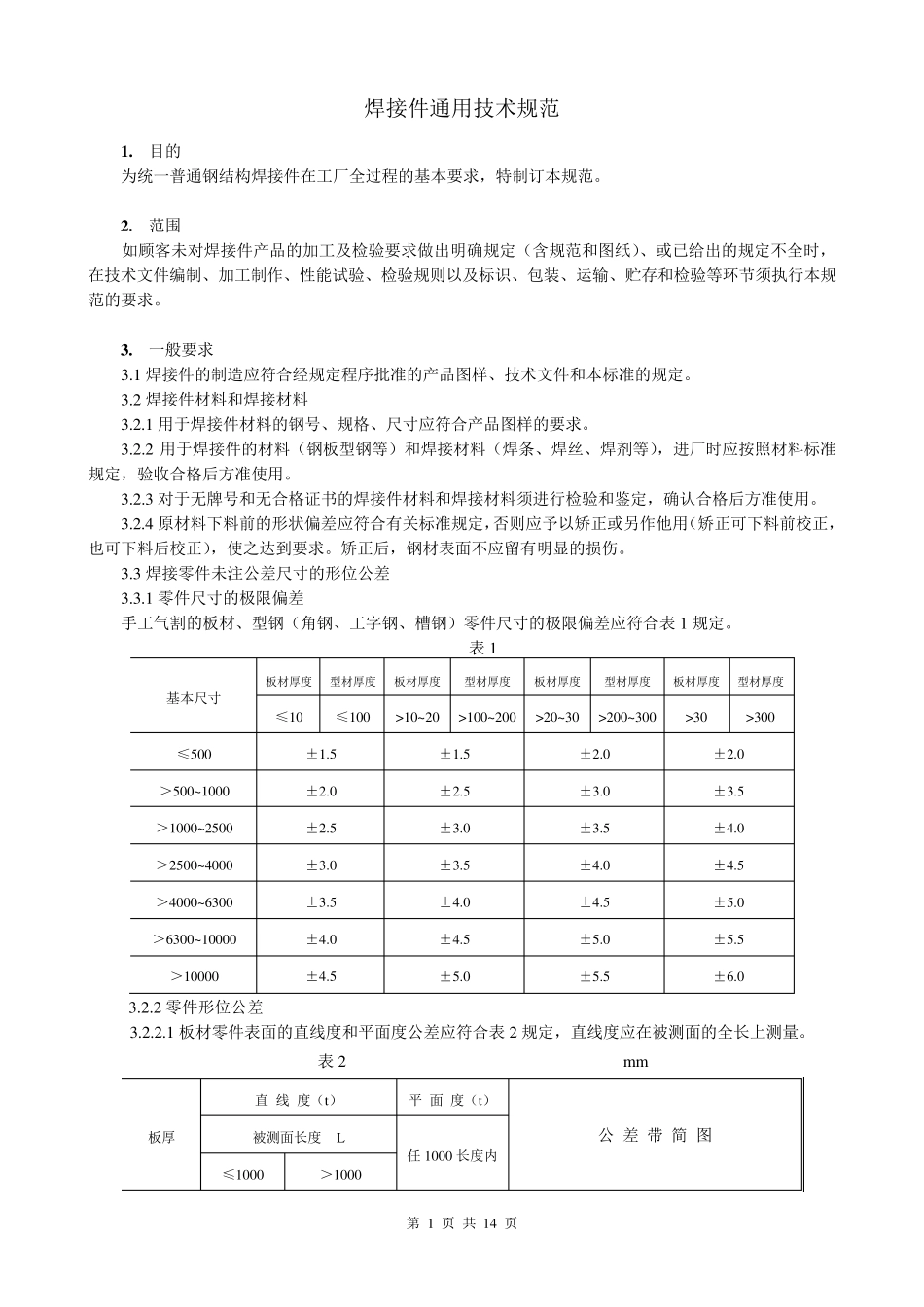
3 焊接零件未注公差尺寸的形位公差 3
1 零件尺寸的极限偏差 手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1 规定
表1 基本尺寸 板材厚度 型材厚度 板材厚度 型材厚度 板材厚度 型材厚度 板材厚度 型材厚度 ≤10 ≤100 >10~ 20 >100~ 200 >20~ 30 >200~ 300 >30 >300 ≤500 ±1
0 >500~ 1000 ±2
5 >1000~ 2500 ±2
0 >2500~ 4000 ±3
5 >4000~ 6300 ±3
0 >6300~ 10000 ±4