一、 焊接 1
焊接定义 焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质达到原子间的建和而形成永久性连接的工艺过程
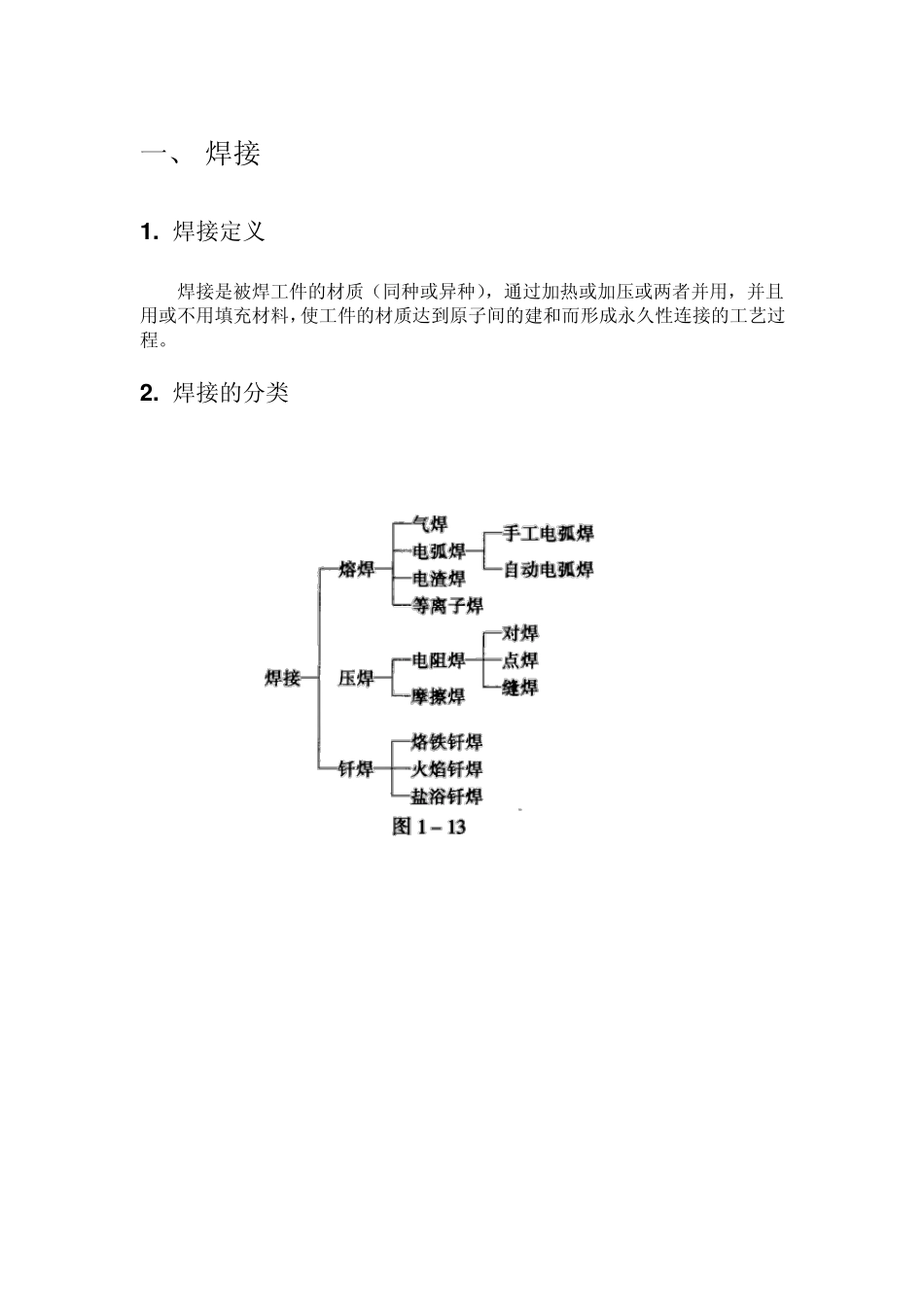
焊接的分类 3
熔焊: 熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法
熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池
熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体
在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能
压焊 压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接
常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体
压焊方法的共同特点是在焊接过程中施加压力而不加填充材料
多数压焊方法如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的有益合金元素烧损,和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件
钎焊 钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法
焊接产品比铆接件、铸件和锻件重量轻,对于交通运输工具来说可以减轻自重,节约能量
焊接的密封性好,适于制造各类容器
发展联合加工工艺,使焊接与锻造、铸造相结合,可以制成大型、经济合理的铸焊结构和锻焊结构,经济效益很高
未来的焊接工艺,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性,如改进现有电弧、等离子弧、电子束、激光等焊接能源;运用电子技术和控制技术,改善电弧的工艺性能,研制可靠轻巧的电弧跟踪方法
另一方面要提高焊接机械化和自动化水平,如焊机实现程序控制、数字控制;研制从准