卧式球磨机安装施工工艺 一、 概序 球磨机是选矿、破碎、粉体、陶瓷等行业生产厂家的主要设备,本人于1994 年在河南中州铝厂热电厂二期安装两台球磨机,对此浅谈一下其安装施工工艺
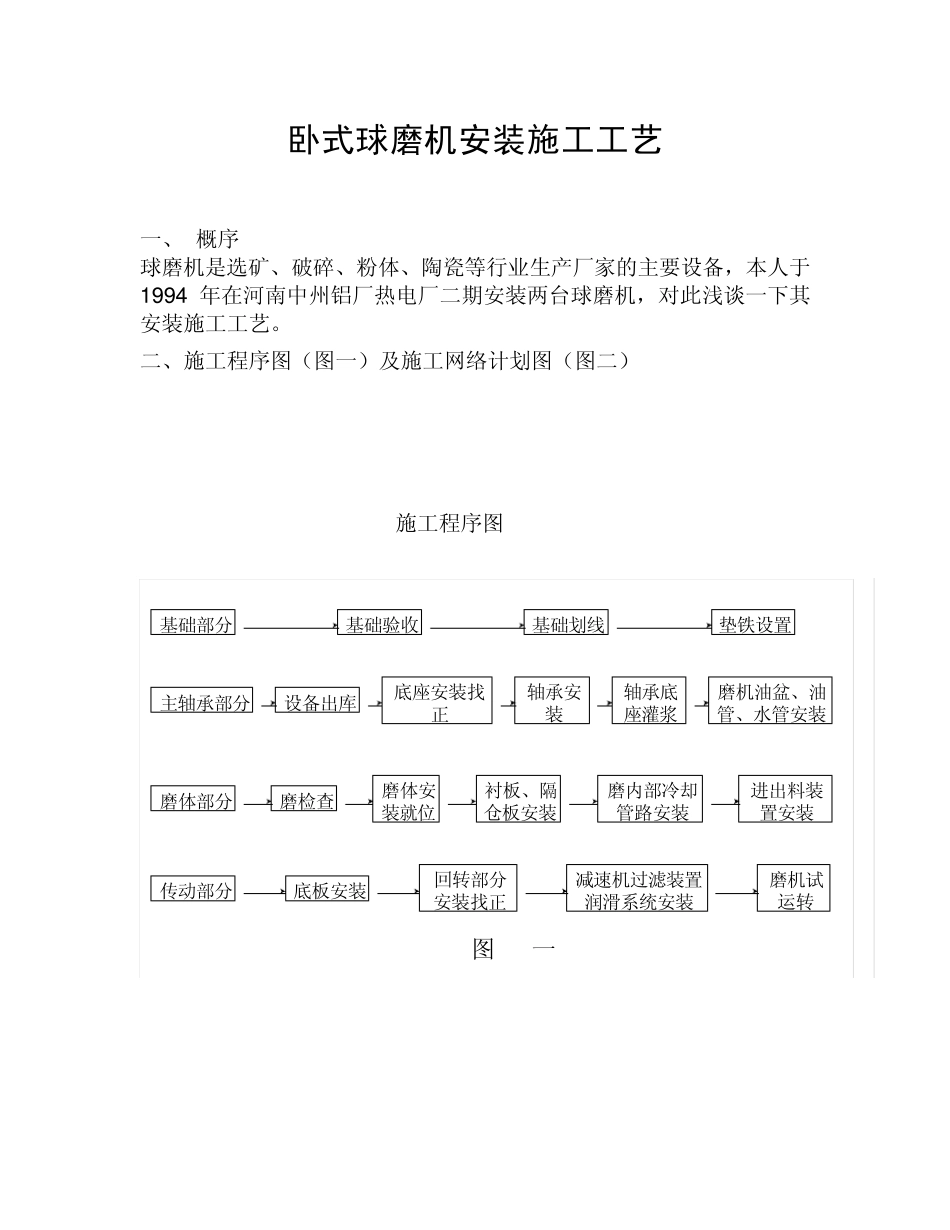
二、施工程序图(图一)及施工网络计划图(图二) 施工程序图 基础部分基础验收基础划线垫铁设置主轴承部分设备出库底座安装找正轴承安装磨体部分磨检查衬板、隔仓板安装传动部分底板安装回转部分安装找正减速机过滤装置润滑系统安装磨机油盆、油管、水管安装磨内部冷却管路安装进出料装置安装磨机试运转图一轴承底座灌浆磨体安装就位 施工网络计划图 图二 施工准备基础验收、划线,制作砂浆墩设备出库、验收,查验轴承底板安装找正磨体检查轴承安装传动装置基架安装进出料装置安装网络图86579421310111312衬板隔仓板安装1518试运转周次1234567竣工磨体就位\底板灌浆1416减速机回转部分安装磨内部冷却管路安装1719减速机过滤装置润滑系统安装20三、 基础验收 基础验收必须认真负责,根据车间工艺布置图、安装图、基础图检查基础位置的相对尺寸,与土建坐标轴线是否符合
检查基础标高与土建给定标高的相对位置,并做出记录,在基础侧面预埋沉降标记板上做出标高位置,作为安装与检查基础下沉情况的依据
地脚螺栓孔内必须清理干净,无杂物
四、 设备开箱检查 检查箱号和箱数以及包装等情况,设备名称型号规格,有无缺件和损坏,锈蚀等情况
如联接螺栓定位销,隔仓板支架等零部件清点好数量,发现有问题及时做好记录
五、 磨头组装 磨头组装应在基础放线后进行组装,磨头中空轴出料端为固定轴端,而进料端是滑动轴颈端,需留有轴向间隙,磨机运转时,温度升,磨体向可滑动轴颈方向膨胀
安装时,必须注意可滑动轴承的轴向轴肩侧间隙,在膨胀侧要大
检查连接螺栓的中心距与销孔直径,是否符合安装精度的要求
有磨头衬板支架的,先将磨头衬板支架与磨头组装在