1 第七章 立式储罐的焊接 立式储罐是由罐底、罐壁、罐顶及附件等部分通过焊接方式连接而成,焊接是储罐建造的主要工序,对储罐的施工质量具有决定性意义
第一节 概述 一、储罐焊接的一般要求 储罐建造对焊接的主要质量要求是:焊缝强度、韧性达到设计要求,焊接变形控制在规定范围之内,焊缝外观及内在质量符合设计标准等
为保证储罐焊接质量符合要求,需在人、机、料、法、环等方面严格控制
储罐焊接的一般要求如下
1.人员要求 从事储罐焊接的焊工,必须按 TSG Z6002-2010《特种设备焊接操作人员考核细则》的规定考核合格,并应取得相应项目的资格后,方可在有效期间内担任合格项目范围内的焊接工作
2.设备要求 选用的焊接设备应能满足焊接工艺要求,焊机配备的电流表、电压表应在计量检定周期内
3.焊接材料要求 (1)储罐焊接施工选用的焊接材料应符合设计文件及焊接工艺规程的要求
不同强度等级钢号的碳素钢、低合金钢钢材间的焊接,选用的焊接材料应保证焊缝金属的抗拉强度高于或等于强度较低一侧母材抗拉强度下限值,且不超过强度较高一侧母材标准规定的上限值
(2)焊接材料应有专人负 责 保管 、烘 干 和 发 放
焊材库 房 的设置 和 管 理 应符合 JB/T 3223-1996《焊接材料质量管 理 规程》的有关 规定; (3)焊条 和 焊剂 应按产 品 说 明 书 的要求烘 干 ; (4)焊条 电弧 焊时 ,焊条 应存 放 在合格的保温 筒 内; 焊丝 在使 用前 应清 除 铁 锈 和 油 污 等
4.焊接工艺要求 (1)焊接前 ,施工单 位 必须有合格的焊接工艺评 定报 告
焊接工艺评 定应符合 NB/T 47014-2011《承 压设备焊接工艺评 定》的有关 规定; 但 当 单 道 焊厚 度大 于19mm 时 ,应对每 种厚 度的对接接头 单独 进 行 评 定
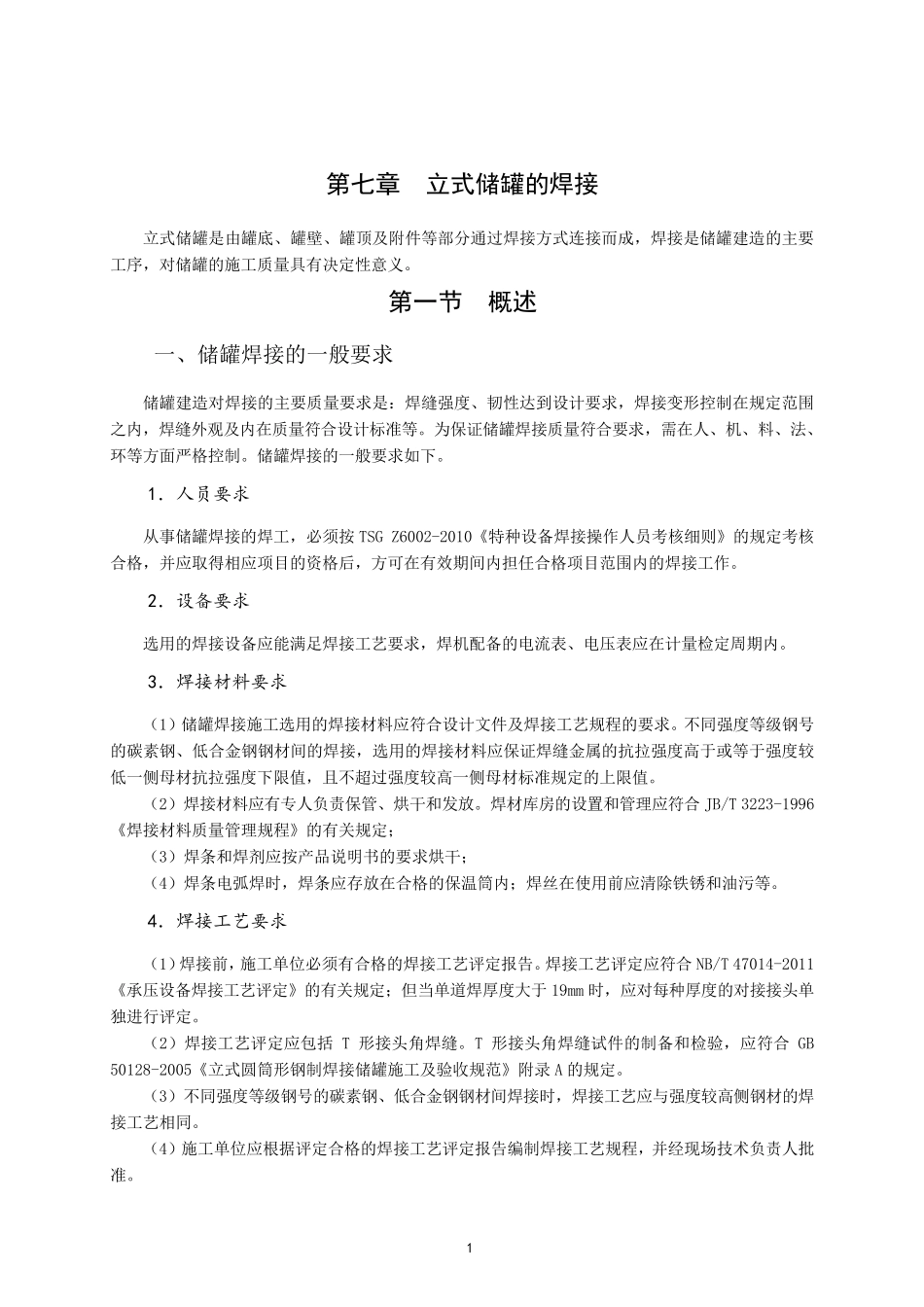
(2)焊接工艺评 定