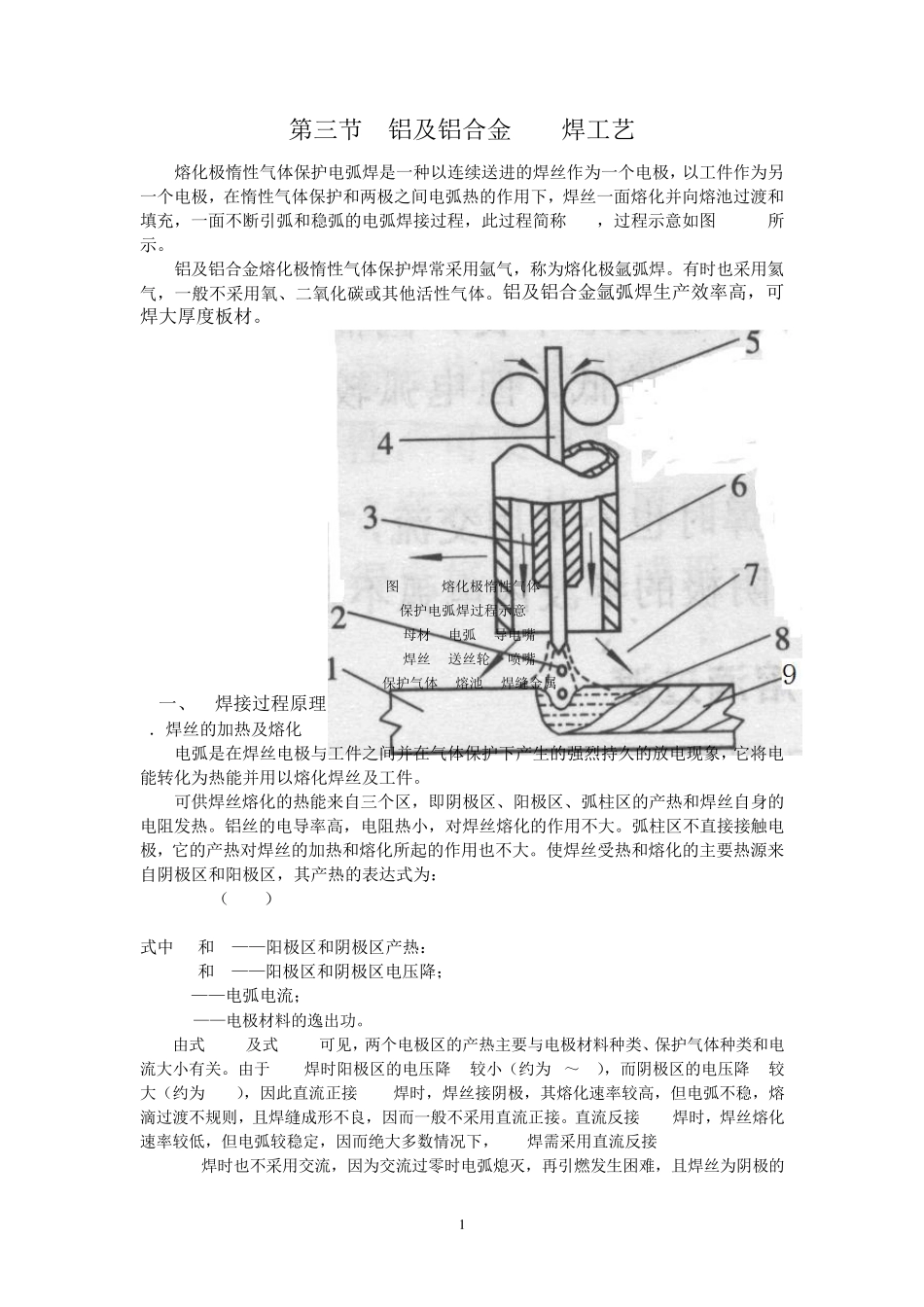
1 第三节 铝及铝合金 MIG焊工艺 熔化极惰性气体保护电弧焊是一种以连续送进的焊丝作为一个电极,以工件作为另一个电极,在惰性气体保护和两极之间电弧热的作用下,焊丝一面熔化并向熔池过渡和填充,一面不断引弧和稳弧的电弧焊接过程,此过程简称 MIG,过程示意如图 2-3-1所示
铝及铝合金熔化极惰性气体保护焊常采用氩气,称为熔化极氩弧焊
有时也采用氦气,一般不采用氧、二氧化碳或其他活性气体
铝及铝合金氩弧焊生产效率高,可焊大厚度板材
图 2-3-1熔化极惰性气体 保护电弧焊过程示意 1-母材 2-电弧 3-导电嘴 4-焊丝 5-送丝轮 6-喷嘴 7-保护气体 8-熔池 9-焊缝金属 一、 焊接过程原理 1.焊丝的加热及熔化 电弧是在焊丝电极与工件之间并在气体保护下产生的强烈持久的放电现象,它将电能转化为热能并用以熔化焊丝及工件
可供焊丝熔化的热能来自三个区,即阴极区、阳极区、弧柱区的产热和焊丝自身的电阻发热
铝丝的电导率高,电阻热小,对焊丝熔化的作用不大
弧柱区不直接接触电极,它的产热对焊丝的加热和熔化所起的作用也不大
使焊丝受热和熔化的主要热源来自阴极区和阳极区,其产热的表达式为: QA =I(UA+Uw) (2-1) QK=I(UK-Uw) (2-2) 式中 QA和 QK——阳极区和阴极区产热: UA和 UK——阳极区和阴极区电压降; I——电弧电流; Uw——电极材料的逸出功
由式(2-1)及式(2-2)可见,两个电极区的产热主要与电极材料种类、保护气体种类和电流大小有关
由于 MIG焊时阳极区的电压降 UA较小(约为 0~2V),而阴极区的电压降 UK较大(约为 10V),因此直流正接 MIG焊时,焊丝接阴极,其熔化速率较高,但电弧不稳,熔滴过渡不规则,且焊缝成形不良,因而一般不采用直流正接
直流反接 MIG焊时,焊丝熔化速率较低,但电弧较稳定,因而绝大多数情况