山东寿光鲁清石化有限公司 80 万吨/年液化气芳烃加工项目 焊接工艺卡 编 制: 审 批: 山东省显通安装有限公司 二零一零年八月十日 山东省显通安装有限公司 2 焊 接 工 艺 卡 山东省显通安装有限公司 编 号 工 程 名 称 焊接部位 管道名称 焊接工艺评定报告编号 2010
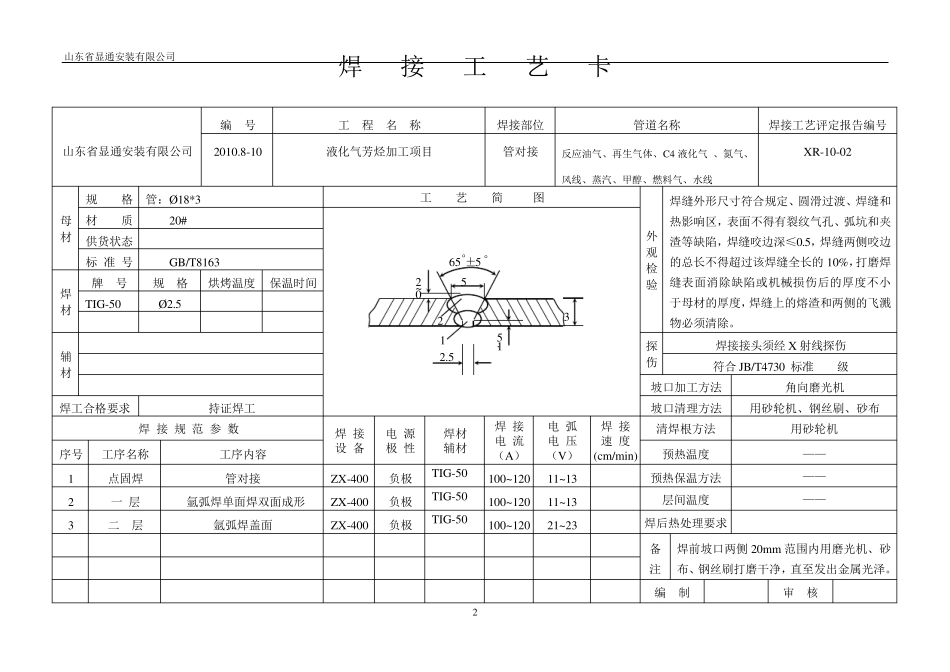
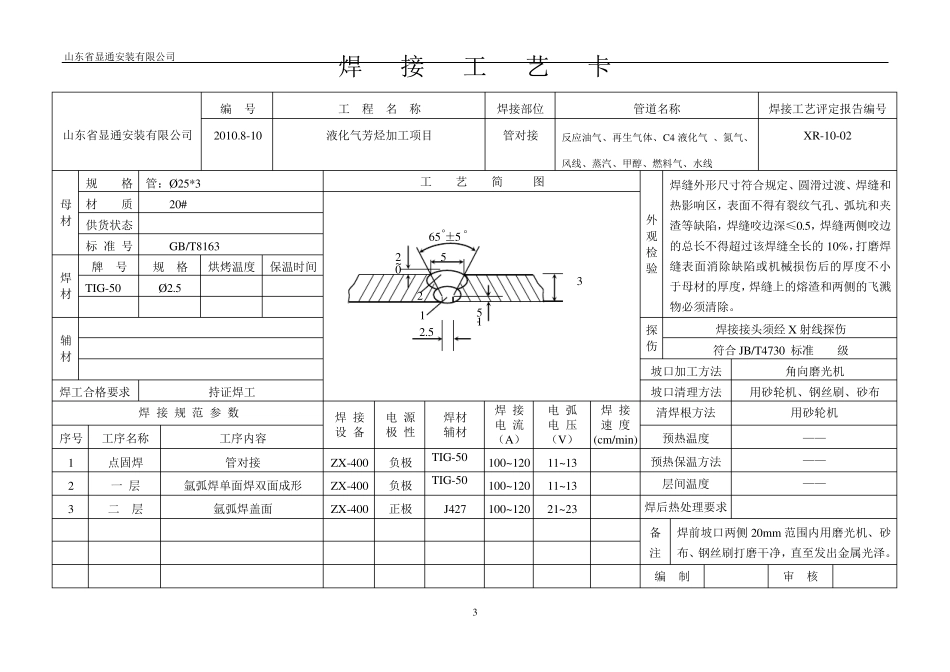
8-10 液化气芳烃加工项目 管对接 反应油气、再生气体、C4 液化气 、氮气、风线、蒸汽、甲醇、燃料气、水线 XR-10-02 母材 规 格 管:Ø 18*3 工 艺 简 图 外观检验 焊缝外形尺寸符合规定、圆滑过渡、焊缝和热影响区,表面不得有裂纹气孔、弧坑和夹渣等缺陷,焊缝咬边深≤0
5,焊缝两侧咬边的总长不得超过该焊缝全长的 10%,打磨焊缝表面消除缺陷或机械损伤后的厚度不小于母材的厚度,焊缝上的熔渣和两侧的飞溅物必须清除
材 质 20# 供货状态 标 准 号 GB/T8163 焊材 牌 号 规 格 烘烤温度 保温时间 TIG-50 Ø 2
5 辅材 探伤 焊接接头须经X 射线探伤 符合 JB/T4730 标准 级 坡口加工方法 角向磨光机 焊工合格要求 持证焊工 坡口清理方法 用砂轮机、钢丝刷、砂布 焊 接 规 范 参 数 焊 接 设 备 电 源 极 性 焊材 辅材 焊 接 电 流 (A) 电 弧 电 压 (V) 焊 接 速 度 (cm/min) 清焊根方法 用砂轮机 序号 工序名称 工序内容 预热温度 —— 1 点固焊 管对接 ZX-400 负极 TIG-50 100~120 11~13 预热保温方法 —— 2 一 层 氩弧焊单面焊双面成形 ZX-400 负极 TIG-50 100~120 11~13 层间温度 —— 3 二 层 氩弧焊盖面 ZX-400 负极 TIG-50 100~120 21~23 焊后热处理要求 备注 焊前坡口两侧 20mm 范围内用磨光机、砂布、钢丝刷打磨干净