主机校中与安装通用工艺 企业标准 版次:1 修改号:0 共5页 第1页 1 主机校中与安装通用工艺 一、范围 本标准为主机的安装与校中,包括主机、齿轮箱、高弹联轴节、轴带发电机等的安装与校中,适用于各种钢质海船
具体内容有: 校中前准备工作 1
艉轴、齿轮箱校中 2
主机与齿轮箱校中 3
主机、齿轮箱环氧垫块浇注 4
轴系、主机、齿轮箱安装 5
高弹联轴节的安装 6
轴带发电机校中安装 7
检查主机曲臂差(冷态) 二、校中一般原则/要求 2
1 校中环境温度15℃~24℃
2 校中顺序: 由后往前,即艉轴----齿轮箱----主机
3 中过程中所有弹性连接件均未紧固
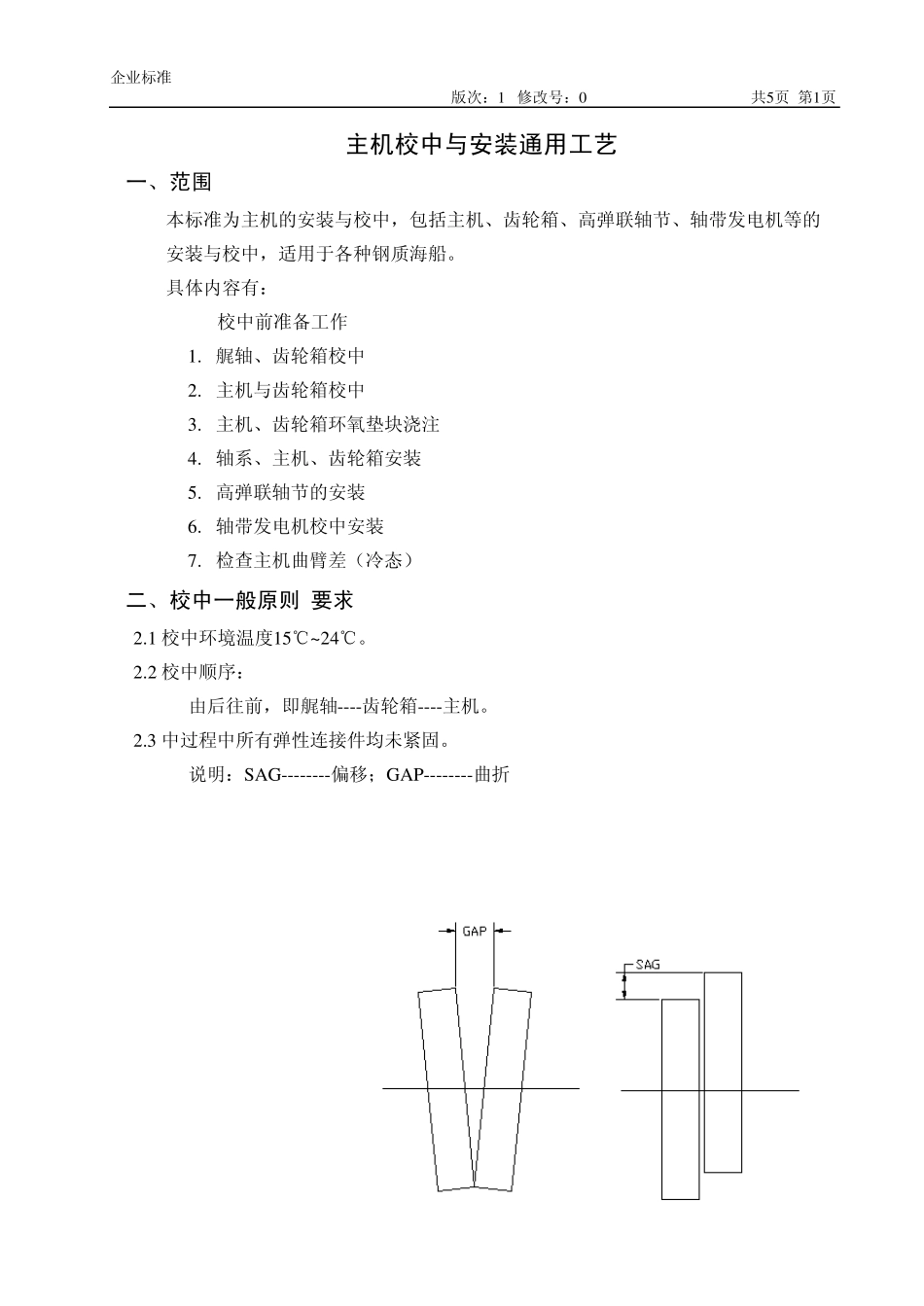
说明:SAG--------偏移;GAP--------曲折 企业标准 版次:1 修改号:0 共5页 第2页 2 三、校中前应具备的条件 3
1 船舶应停泊在相对平稳的水域,且处于良好的浮态——基本上无纵倾与横倾,螺旋桨基本上处于全浸水状态(螺旋桨浸水2/3以上),所有重型设备到位,主机、齿轮箱、轴带发电机到位
2 船体与推进系统间无过度温差
3 基座区域主要焊接工作应已完成
校中时,应停止机舱周围产生振动性及干扰性的工作
4 尾管、艏、艉密封及液压联轴节业已安装妥,且达到厂家的安装要求
5 轴系各部分处于未用螺栓连接的状态
6 按主机厂家要求拧紧飞轮与主机输出端联接螺栓
主机飞轮与主机曲轴端部法兰螺栓采用液压工具安装的,液压工具一般由主机厂家提供
7 齿轮箱输入端高弹键连接附件安装完毕,并检验合格
整个轴系中心线与船体中心线垂直不重合度小于等于2mm,轴系中心线垂直面和水平面内的倾斜角度偏差为±30″
8 螺旋桨安装在最终位置
四、艉轴、齿轮箱校中(具体参数值参考主机厂家推荐值) 4
1 首先测定环境温度,推荐值为200C