840D 螺距补偿 1.修改轴参数,设定各轴补偿点数量
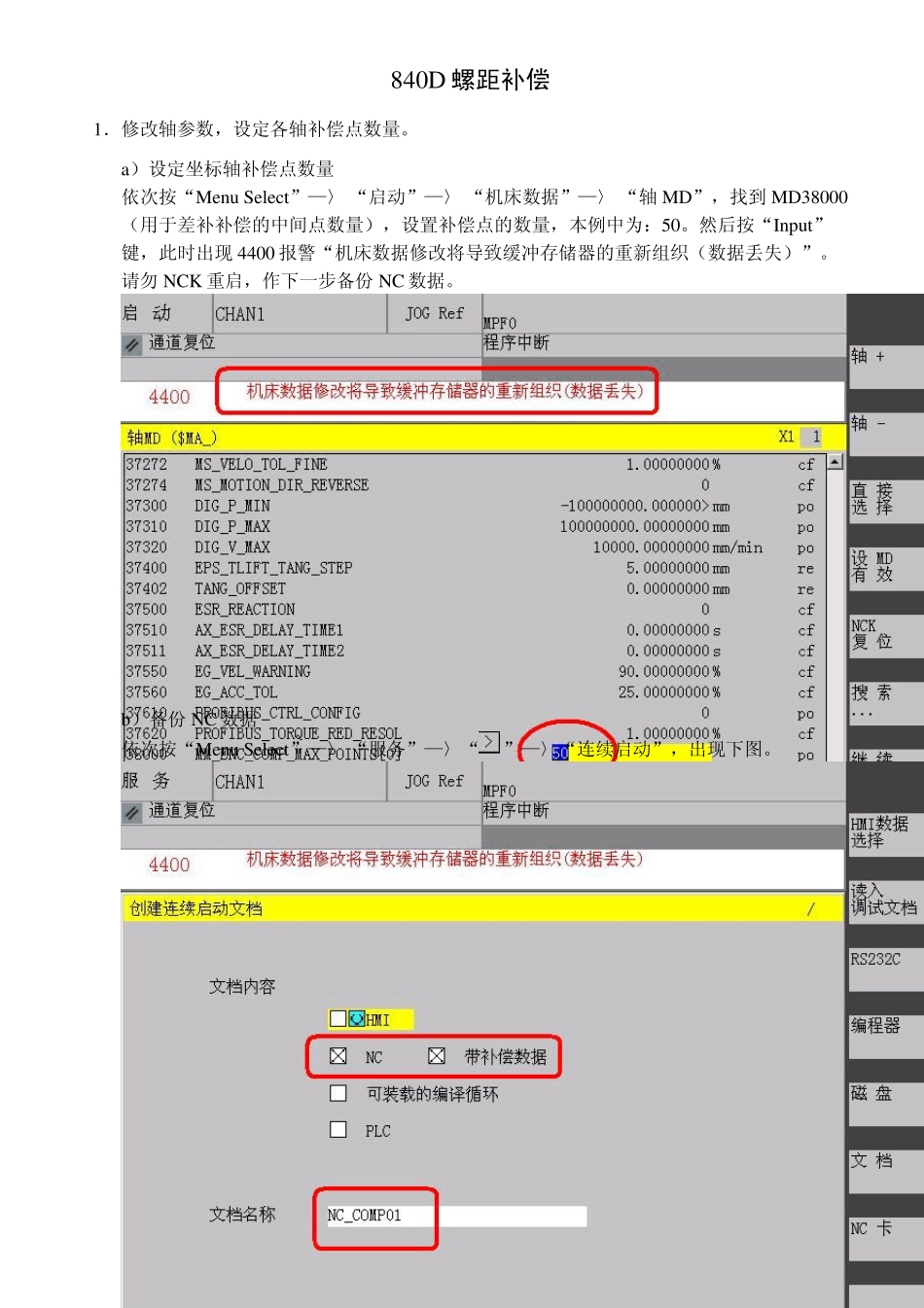
a)设定坐标轴补偿点数量 依次按“Menu Select”—〉 “启动”—〉 “机床数据”—〉 “轴MD”,找到 MD38000(用于差补补偿的中间点数量),设置补偿点的数量,本例中为:50
然后按“Inpu t”键,此时出现 4400 报警“机床数据修改将导致缓冲存储器的重新组织(数据丢失)”
请勿 NCK 重启,作下一步备份 NC 数据
b)备份 NC 数据 依次按“Menu Select”—〉 “服务”—〉“”—〉“连续启动”,出现下图
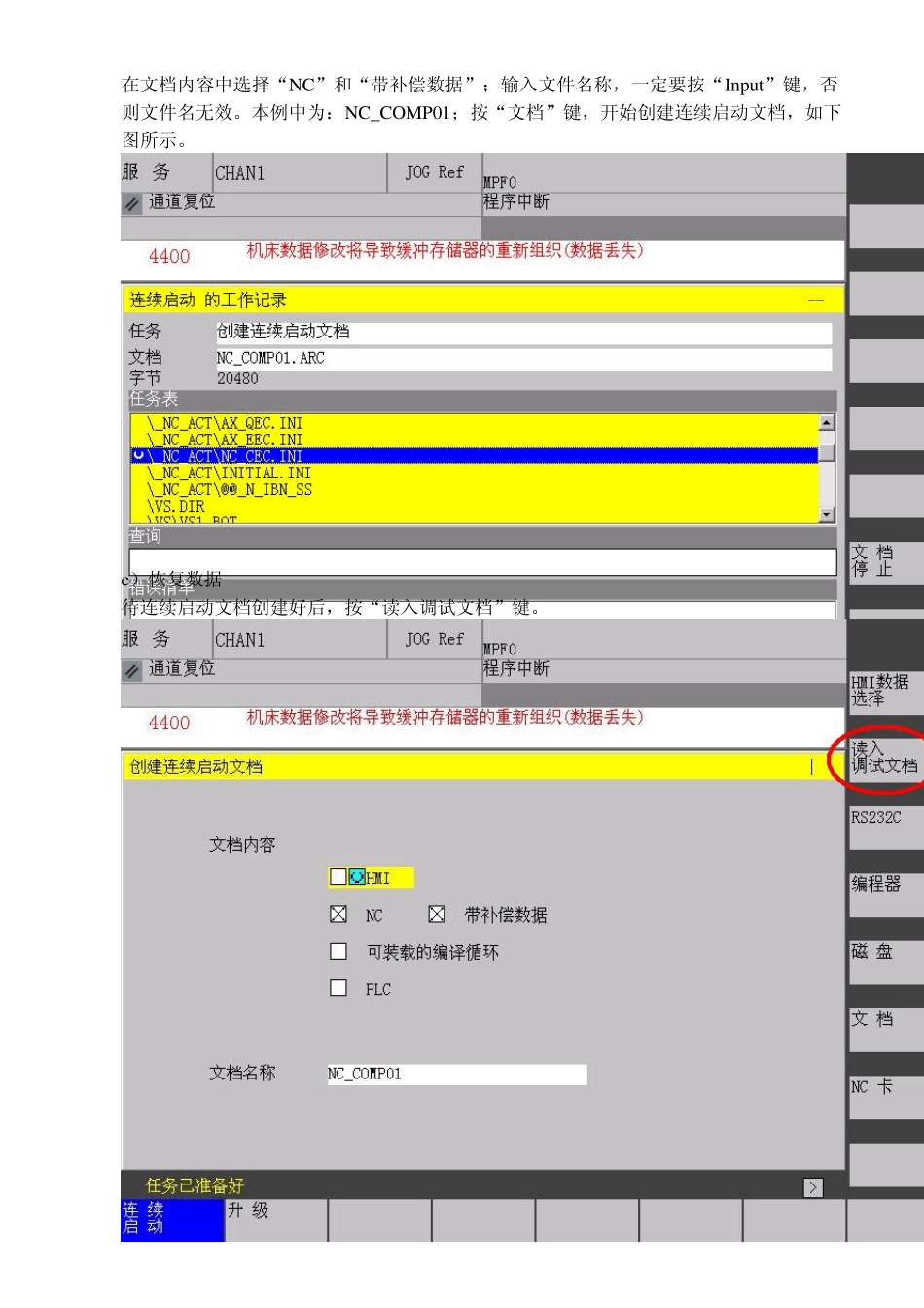
在文档内容中选择“NC”和“带补偿数据”;输入文件名称,一定要按“Inpu t”键,否则文件名无效
本例中为:NC_COMP01;按“文档”键,开始创建连续启动文档,如下图所示
c)恢复数据 待连续启动文档创建好后,按“读入调试文档”键
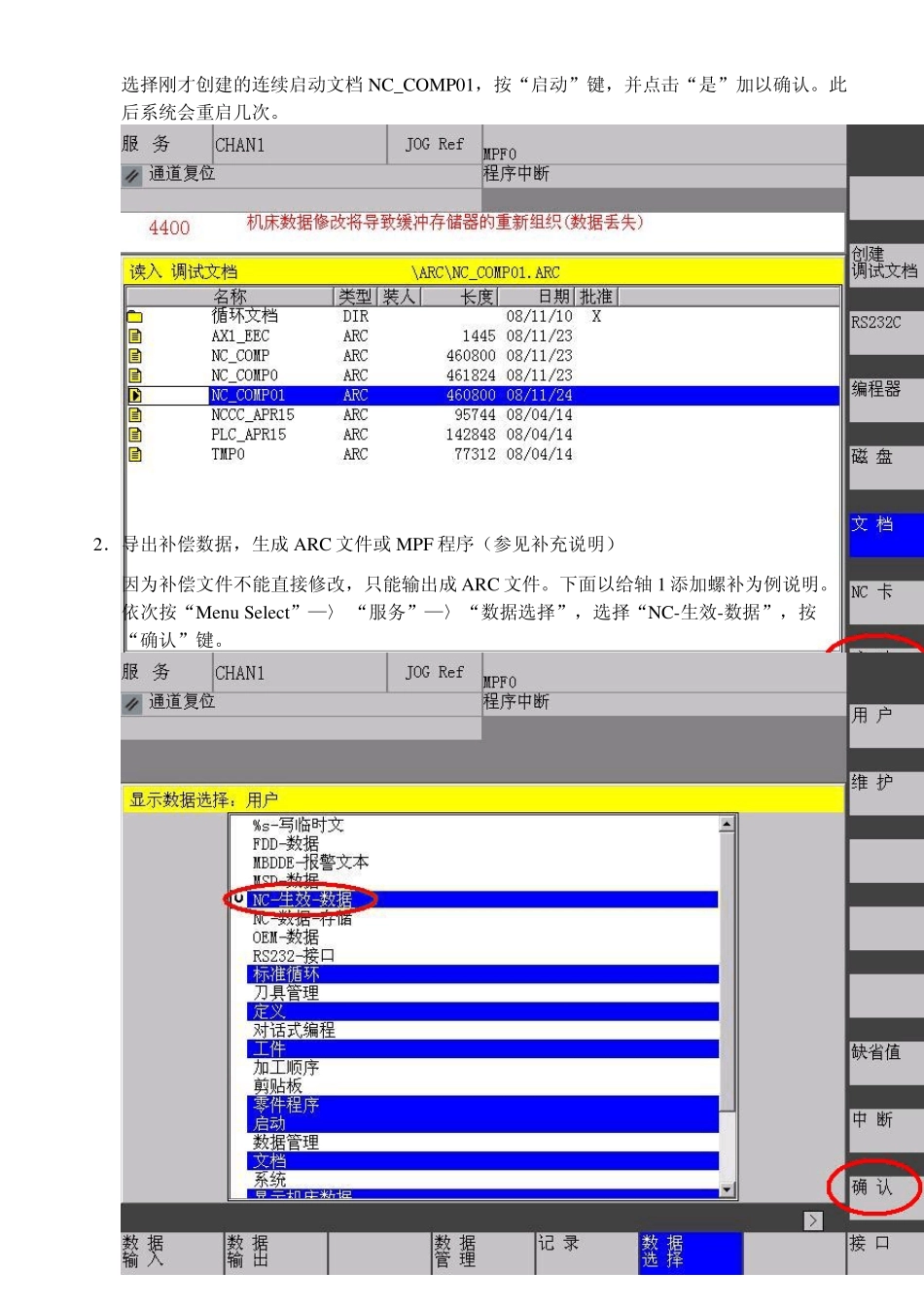
选择刚才创建的连续启动文档NC_COMP01,按“启动”键,并点击“是”加以确认
此后系统会重启几次
2.导出补偿数据,生成ARC 文件或MPF 程序(参见补充说明) 因为补偿文件不能直接修改,只能输出成ARC 文件
下面以给轴1 添加螺补为例说明
依次按“Menu Select”—〉 “服务”—〉“数据选择”,选择“NC-生效-数据”,按“确认”键
在数据输出窗口的树形图中选择“NC-生效-数据”—〉“测量系统误差补偿”—〉“测量系统错误补偿—轴 1”,按“文档”键
输入文档名,本例中为:AX1_EEC
选择文档格式,必须为:带 CR+LF 穿孔带,否则无法编辑
3.输入补偿数据,编辑ARC 文件
PCU50 可直接编辑ARC 文件
PCU20 可将ARC 文件通过RS232 传出,使用文本编辑器编辑
也可制作补偿程序,见第7 条的补偿说明
PCU50 操作如下: 在树形图中选择“文档”—〉“AX1_