8 -1 第八章 铸造缺陷判断与工艺优化 凝固模拟最终目的是预测铸造缺陷,优化铸造工艺
如何使用模拟系统来优化工艺是广大用户最为关心的问题
本章主要讨论如何进行缺陷预测,如何更有效地使用模拟分析系统
1 缩孔、缩松 8
1 缩孔缩松计算时注意的问题 缩孔缩松是常见的铸造凝固过程产生的缺陷,欲预测缩孔、缩松缺陷需要注意以下问题: 1、进行纯凝固传热计算[第1种计算](参见本书5
1 纯凝固传热计算)或基于耦合的凝固计算[第4种计算](参见本书5
4基于耦合的凝固计算)
选择第1种计算还是第4种计算要看具体情况,第1种计算计算速度非常快;第4种计算最慢但最准确
华铸CAE系统建议对于新产品可以先采用第1种计算比较几个铸造工艺方案选出最优方案,然后再用第4种计算进行分析
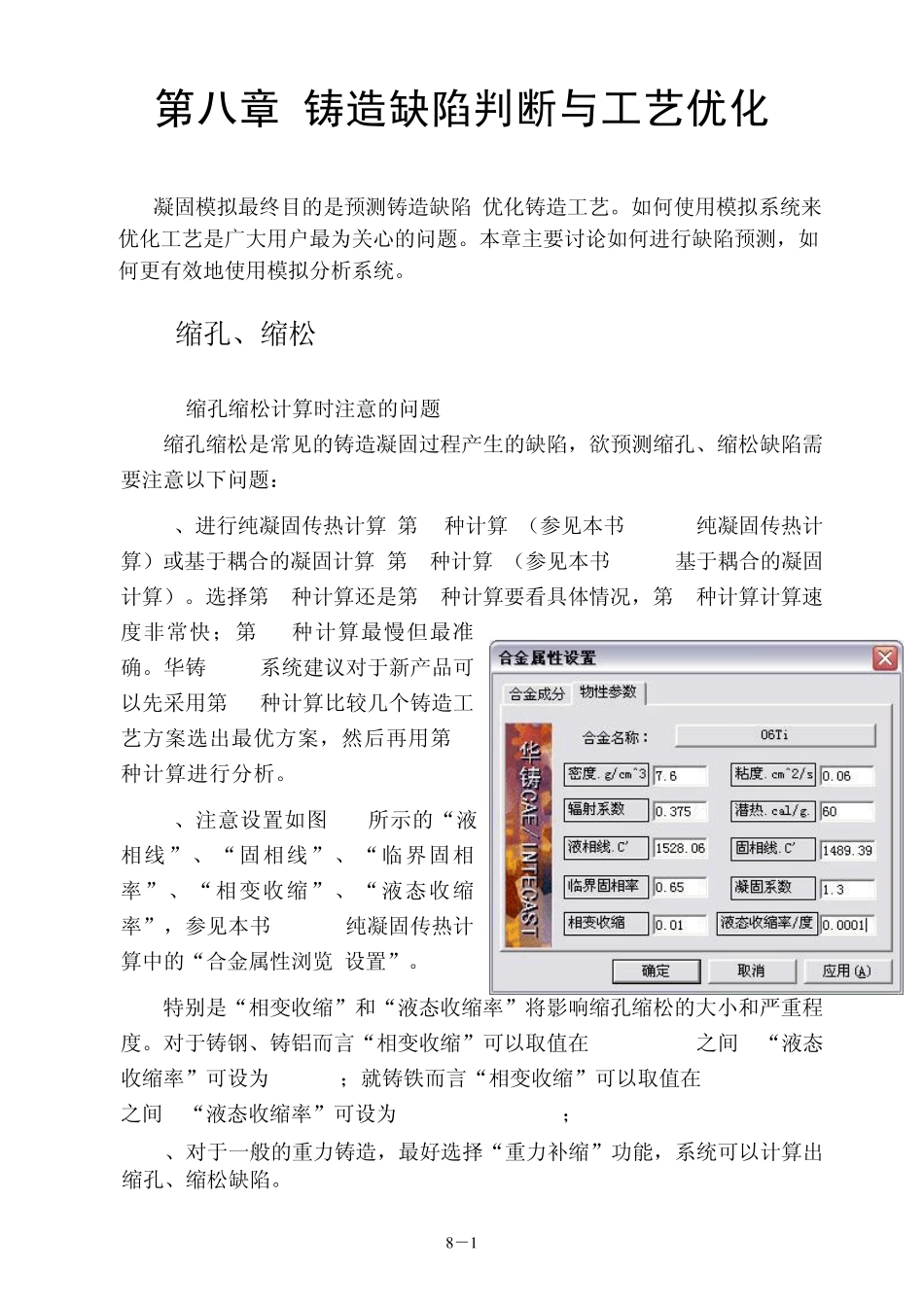
2、注意设置如图8-1所示的“液相线”、“固相线”、“临界固相率”、“相变收缩”、“液态收缩率”,参见本书5
1 纯凝固传热计算中的“合金属性浏览/设置”
图8-1合金的物性参数 特别是“相变收缩”和“液态收缩率”将影响缩孔缩松的大小和严重程度
对于铸钢、铸铝而言“相变收缩”可以取值在 0
04之间, “液态收缩率”可设为0
0001;就铸铁而言“相变收缩”可以取值在 0
0001-0
01之间, “液态收缩率”可设为0
00003-0
00008; 3、对于一般的重力铸造,最好选择“重力补缩”功能,系统可以计算出缩孔、缩松缺陷
8 -2 8
2 缩孔缩松缺陷的分析步骤 计算完毕后,系统会产生大量的数据
注意涉及到缩孔、缩松的原始数据种类主要是 *
TEM 和 *
DFC两类文件
其中前者是温度文件,后者是重力补缩缺陷文件(如果了选择“重力补缩”功能的话)
全面合理的缩孔缩松缺陷的分析步骤为: 液相分布—>缩孔形成—>Nyma缩松
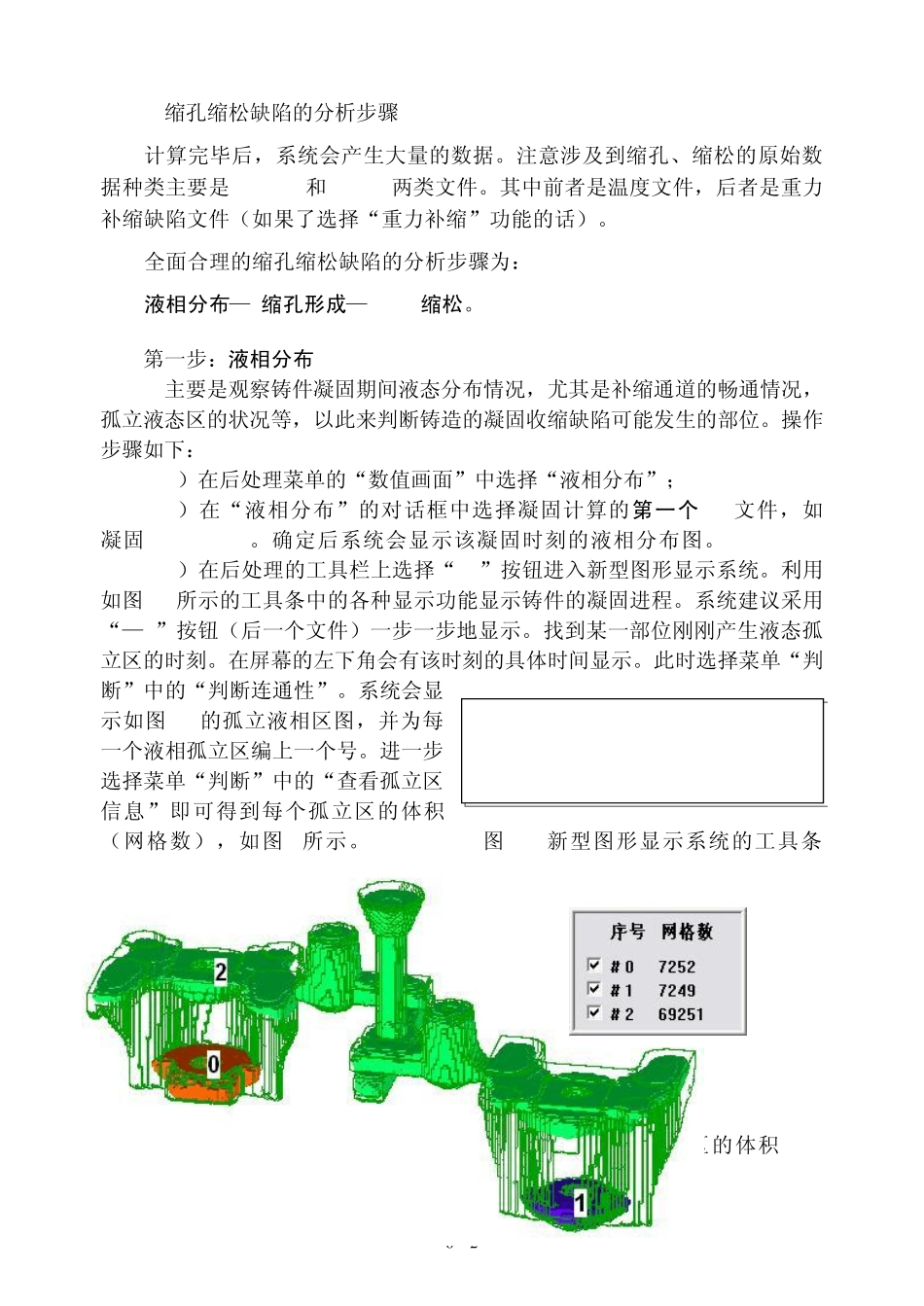
第一步:液相分布 主要是观察铸件凝固