be decided
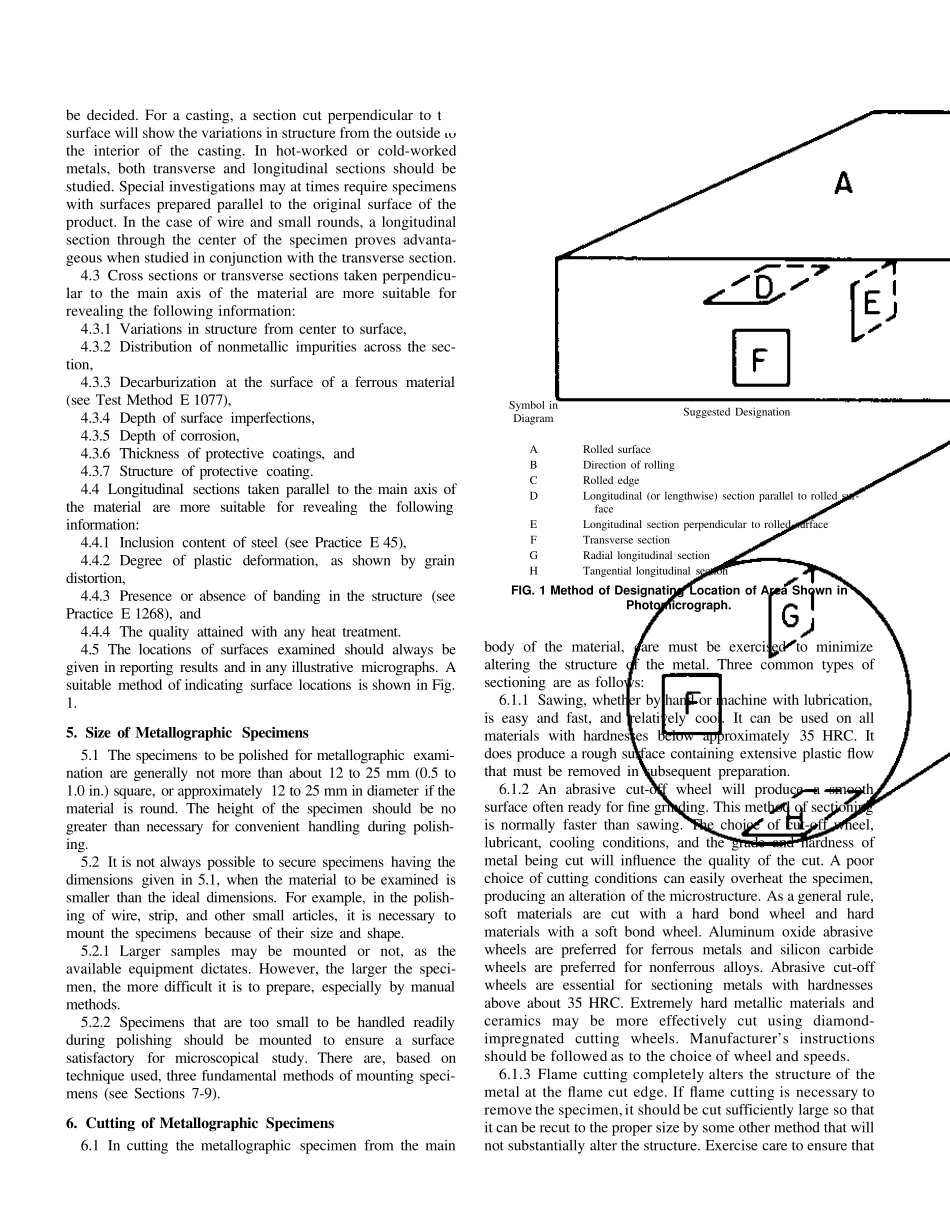
For a casting, a section cut perpendicular to thesurface will show the variations in structure from the outside tothe interior of the casting
In hot-worked or cold-workedmetals, both transverse and longitudinal sections should bestudied
Special investigations may at times require specimenswith surfaces prepared parallel to the original surface of theproduct
In the case of wire and small rounds, a longitudinalsection through the center of the specimen proves advanta-geous when studied in conjunction with the transverse section
3 Cross sections or transverse sections taken perpendicu-lar to the main axis of the material are more suitable forrevealing the following information:4
1 Variations in structure from center to surface,4
2 Distribution of nonmetallic impurities ac