1 大船600t×182m×90m 门式起重机 《CO2 陶瓷衬垫焊通用工艺》 编制: 校核: 批准: 无锡市华锦起重机有限公司 2 0 0 7 .1 .3 0 2 CO2陶瓷衬垫焊通用工艺 1、概述 半自动 CO2 气体保护焊单面焊双面成型工艺是一种高效的焊接方法
它具有熔敷率高、坡口角度小、装配间隙广、背面不需清根、成型美观、变形小等一系列优点,在造船业上已越来越得到普及应用
为了推广应用 CO2 单面焊双面成型工艺,提高我公司的焊接高效率化,这次把对接平焊、立焊、横焊、平角焊双面成型工艺编为一册
此工艺具有通用性,适用于低碳钢、低合金钢及高强度钢的焊接
施焊人员应熟悉掌握本工艺内容,按图施工
生产管理部门可参照本工艺中参数和要求,进行监控
对不符合工艺要求的生产行为,一律禁止施工,确保双面成型的焊缝质量逐步提高
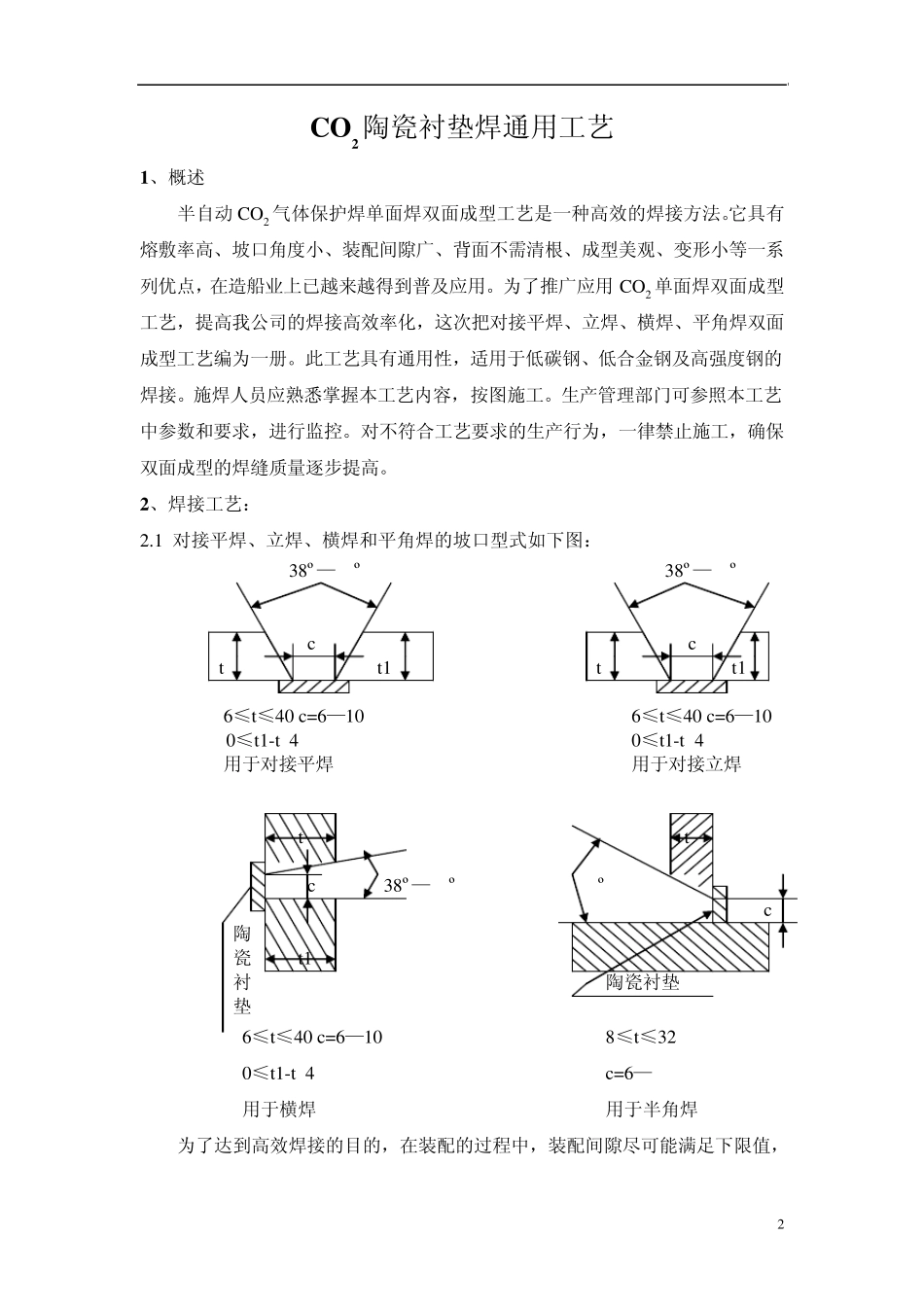
2、焊接工艺: 2
1 对接平焊、立焊、横焊和平角焊的坡口型式如下图: 38º—42º 38º—42º c c t t1 t t1 6≤t≤40 c=6—10 6≤t≤40 c=6—10 0≤t1-t