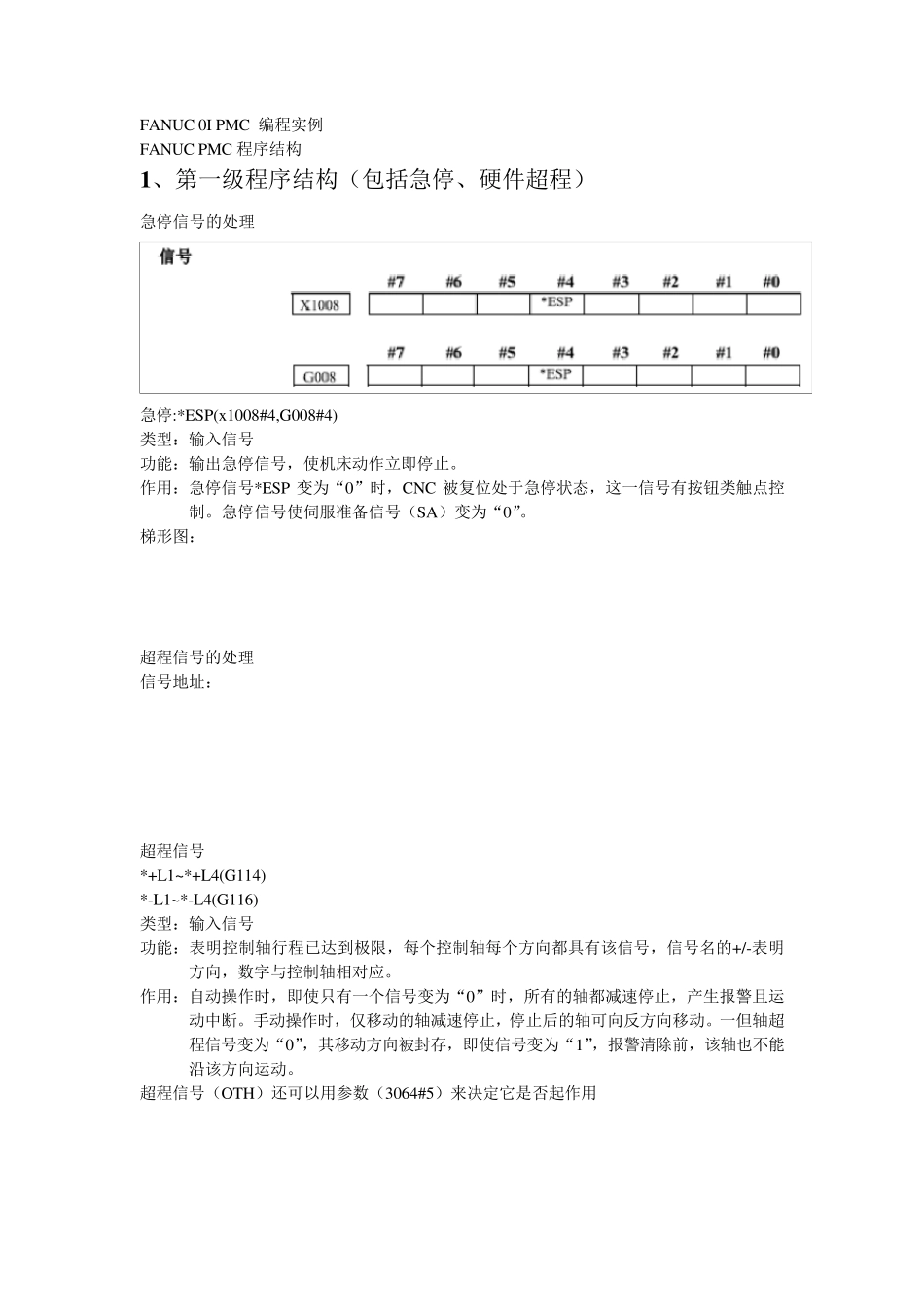
FANUC 0I PMC 编程实例 FANUC PMC 程序结构 1 、第一级程序结构(包括急停、硬件超程) 急停信号的处理 急停:*ESP(x1008#4,G008#4) 类型:输入信号 功能:输出急停信号,使机床动作立即停止
作用:急停信号*ESP 变为“0”时,CNC 被复位处于急停状态,这一信号有按钮类触点控制
急停信号使伺服准备信号(SA)变为“0”
梯形图: 超程信号的处理 信号地址: 超程信号 *+L1~*+L4(G114) *-L1~*-L4(G116) 类型:输入信号 功能:表明控制轴行程已达到极限,每个控制轴每个方向都具有该信号,信号名的+/-表明方向,数字与控制轴相对应
作用:自动操作时,即使只有一个信号变为“0”时,所有的轴都减速停止,产生报警且运动中断
手动操作时,仅移动的轴减速停止,停止后的轴可向反方向移动
一但轴超程信号变为“0”,其移动方向被封存,即使信号变为“1”,报警清除前,该轴也不能沿该方向运动
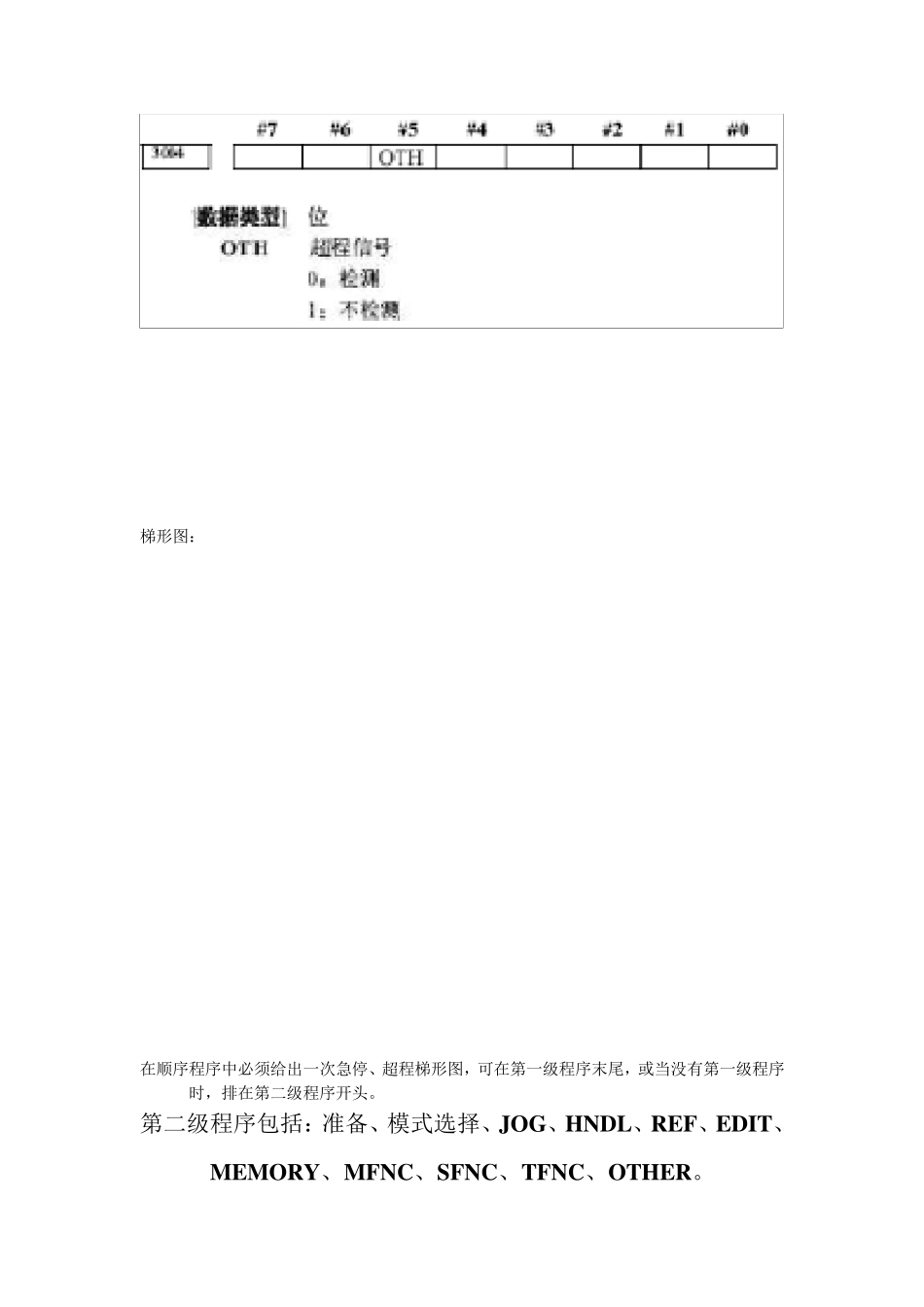
超程信号(OTH)还可以用参数(3064#5)来决定它是否起作用 梯形图: 在顺序程序中必须给出一次急停、超程梯形图,可在第一级程序末尾,或当没有第一级程序时,排在第二级程序开头
第二级程序包括:准备、模式选择、JOG、HNDL、REF、EDIT、MEMORY、MFNC、SFNC、TFNC、OTHER
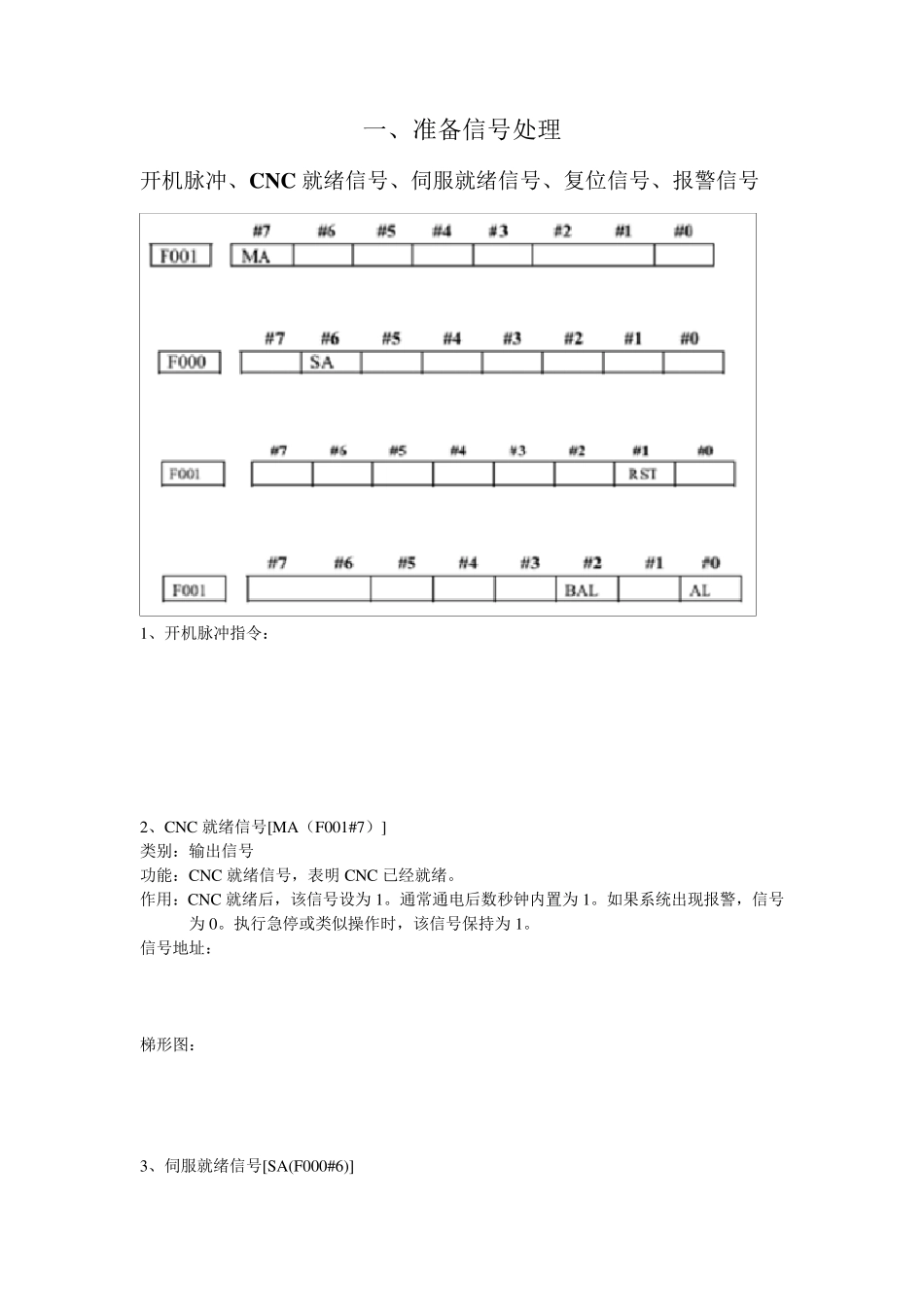
一、准备信号处理 开机脉冲、C N C 就绪信号、伺服就绪信号、复位信号、报警信号 1、开机脉冲指令: 2、CNC 就绪信号[MA(F001#7)] 类别:输出信号 功能:CNC 就绪信号,表明 CNC 已经就绪
作用:CNC 就绪后,该信号设为 1
通常通电后数秒钟内置为 1
如果系统出现报警,信号为 0
执行急停或类似操作时,该信号保持为 1
信号地址: 梯形图: 3、伺服就绪信号[SA(F000#6)] 类别:输出信号 功能