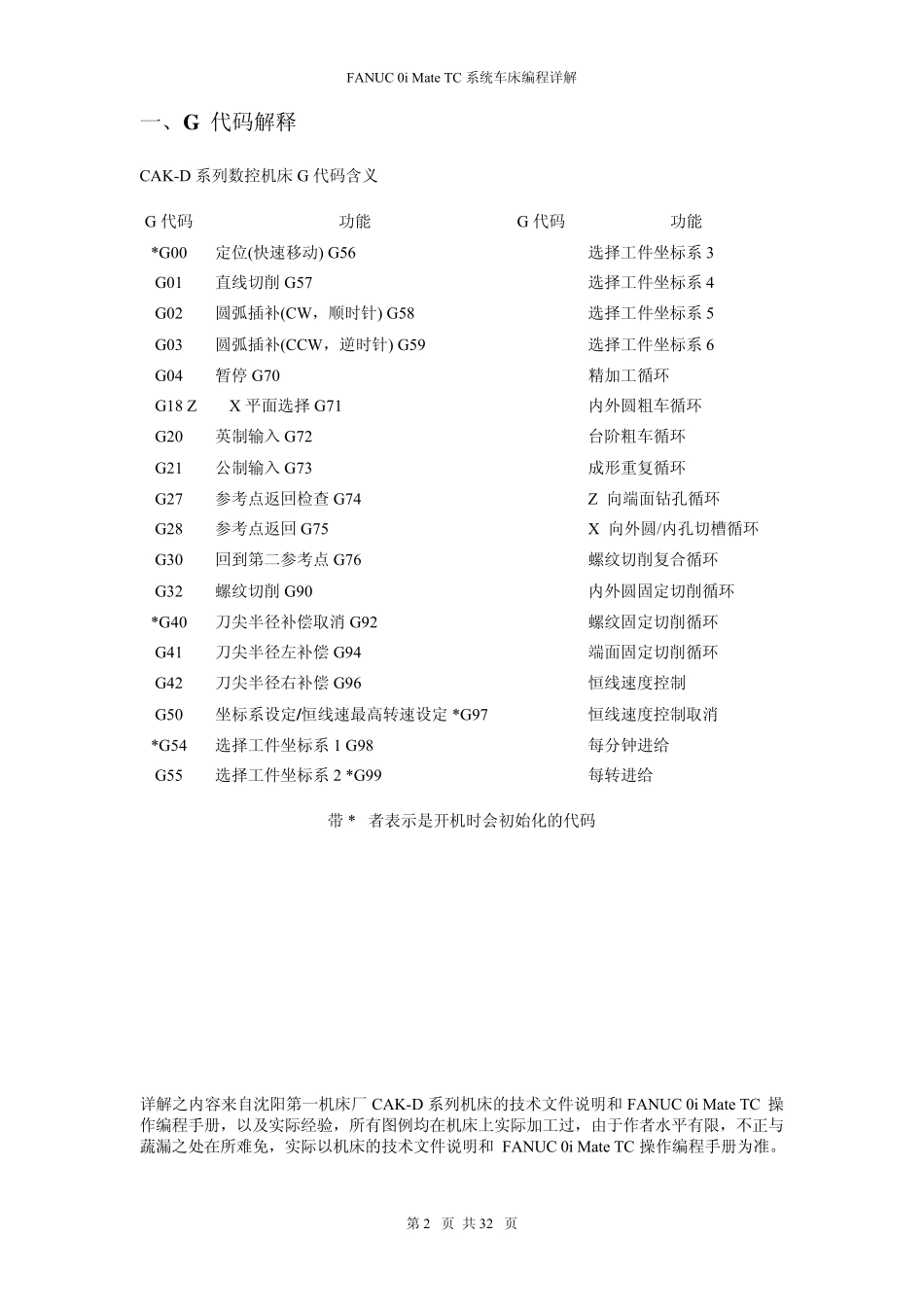
FANUC 0i Mate TC 系统车床编程详解 FANUC 0i Mate TC 系统 车床编程详解 内部资料 仅供参考 四川精锐机电有限公司 二○○六年六月 第 1 页 共 32 页 FANUC 0i Mate TC 系统车床编程详解 一、G 代码解释 CAK-D 系列数控机床G 代码含义 G 代码 功能 G 代码功能 *G00 定位(快速移动) G56 选择工件坐标系3 G01 直线切削 G57 选择工件坐标系4 G02 圆弧插补(CW,顺时针) G58 选择工件坐标系5 G03 圆弧插补(CCW,逆时针) G59 选择工件坐标系6 G04 暂停 G70 精加工循环 G18 Z X 平面选择 G71 内外圆粗车循环 G20 英制输入 G72 台阶粗车循环 G21 公制输入 G73 成形重复循环 G27 参考点返回检查 G74 Z 向端面钻孔循环 G28 参考点返回 G75 X 向外圆/内孔切槽循环 G30 回到第二参考点 G76 螺纹切削复合循环 G32 螺纹切削 G90 内外圆固定切削循环 *G40 刀尖半径补偿取消 G92 螺纹固定切削循环 G41 刀尖半径左补偿 G94 端面固定切削循环 G42 刀尖半径右补偿 G96 恒线速度控制 G50 坐标系设定/恒线速最高转速设定 *G97 恒线速度控制取消 *G54 选择工件坐标系1 G98 每分钟进给 G55 选择工件坐标系2 *G99 每转进给 带 * 者表示是开机时会初始化的代码 详解之内容来自沈阳第一机床厂 CAK-D 系列机床的技术文件说明和 FANUC 0i Mate TC 操作编程手册,以及实际经验,所有图例均在机床上实际加工过,由于作者水平有限,不正与蔬漏之处在所难免,实际以机床的技术文件说明和 FANUC 0i Mate TC 操作编程手册为准
第 2 页 共 32 页 FANUC 0i Mate