B-64303CM/01 附录 A
CNC和PMC 之间的接口 - 1709 - A
2 信号一览 A
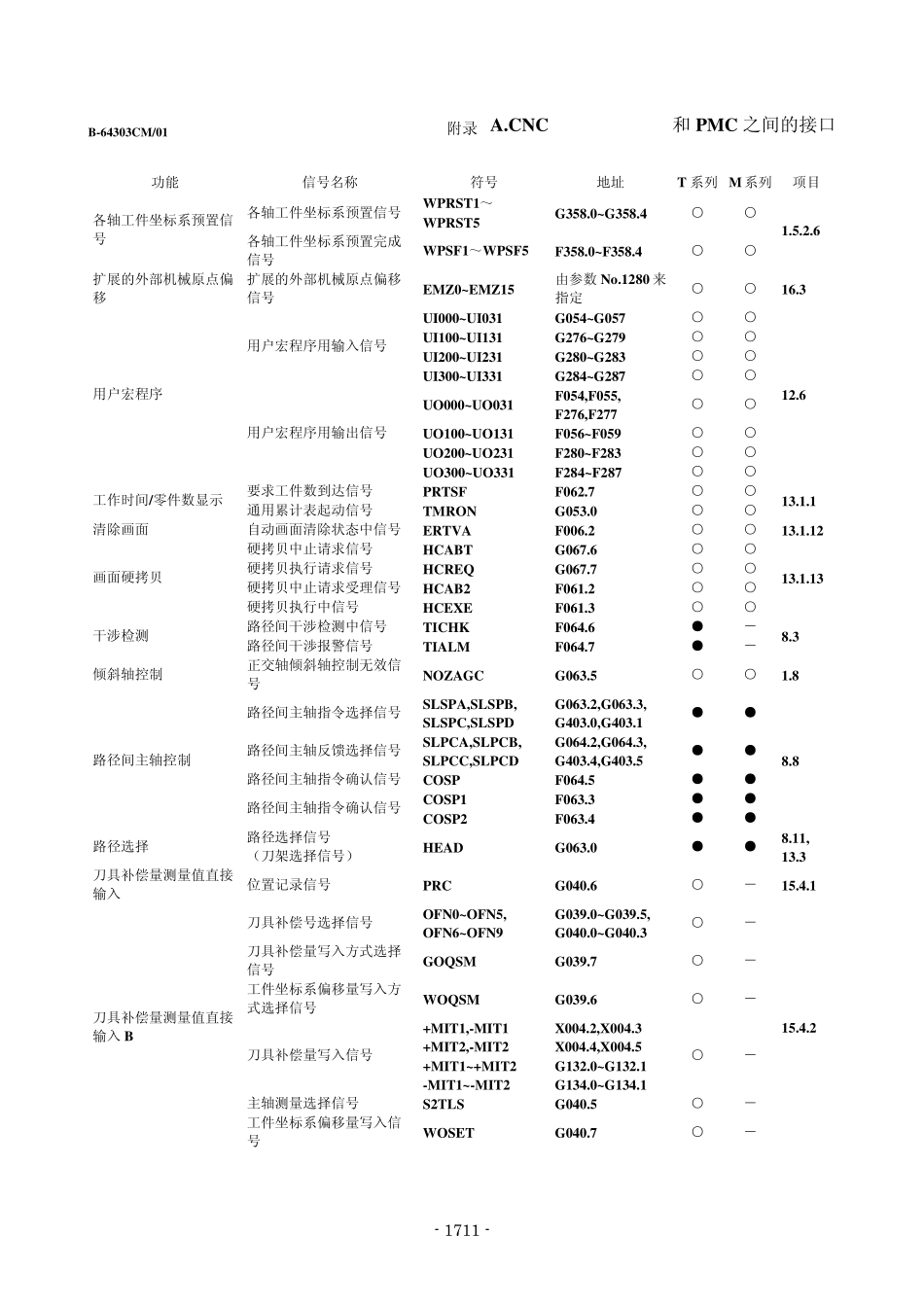
1 信号一览表(功能顺序) ○ : 可以使用 ● : 只可在多路径控制中使用 - : 不可使用 功能 信号名称 符号 地址 T 系列 M 系列项目 I/O Linkβ手控手轮接口(外围设备控制) 手控手轮进给发生器选择信号 IOLBH1, IOLBH2 G199
0, G199
1 ○ ○ 3
4 外部读入开始信号 EXRD G058
1 ○ ○ 外部读入/输出停止信号 EXSTP G058
2 ○ ○ 外部输出开始信号 EXWT G058
3 ○ ○ 读入/输出中信号 RPBSY F053
2 ○ ○ I/ O 设备外部控制 读入/输出报警信号 RPALM F053
3 ○ ○ 14
2 小口径深孔加工钻削循环执行中信号 PECK2 F066
5 - ○ 钻孔用固定循环 攻丝中信号 TAP F001
5 ○ ○ 12
7 报警中信号 AL F001
0 ○ ○ 报警信号 电池报警信号 BAL F001
2 ○ ○ 2
4 异常负载检测忽略信号 IUDD1~IUDD5 G125
0~G125
4 ○ ○ 异常负载检测信号 ABDT1~ABDT5 F184
0~F184
4 ○ ○ 伺服轴异常负载检测信号 ABTQSV F090
0 ○ ○ 第 1 主轴异常负载检测信号ABTSP1 F090
1 ○ ○ 异常负载检测 第 2 主轴异常负载检测信号ABTSP2 F090
2 ○ ○ 2
9 第 2M 功能代码信号 M200~M215 F014,F015 ○ ○ 第 3M 功能代码信号 M300~M315 F016,F017 ○ ○ 第 2M 功能选通脉冲信号 MF2 F008
4 ○ ○ 1 程序段複数M代码 第 3M 功能选通脉冲信号 MF3 F008