FANUC 激光操作手册 首先,在进行激光操作之前把要测当前轴空运行 10 至 15 分钟,这样做的目的是为了使 机床的精度更加精确,在空运行时,速度慢慢提高,这样有利于延长丝杠的寿命
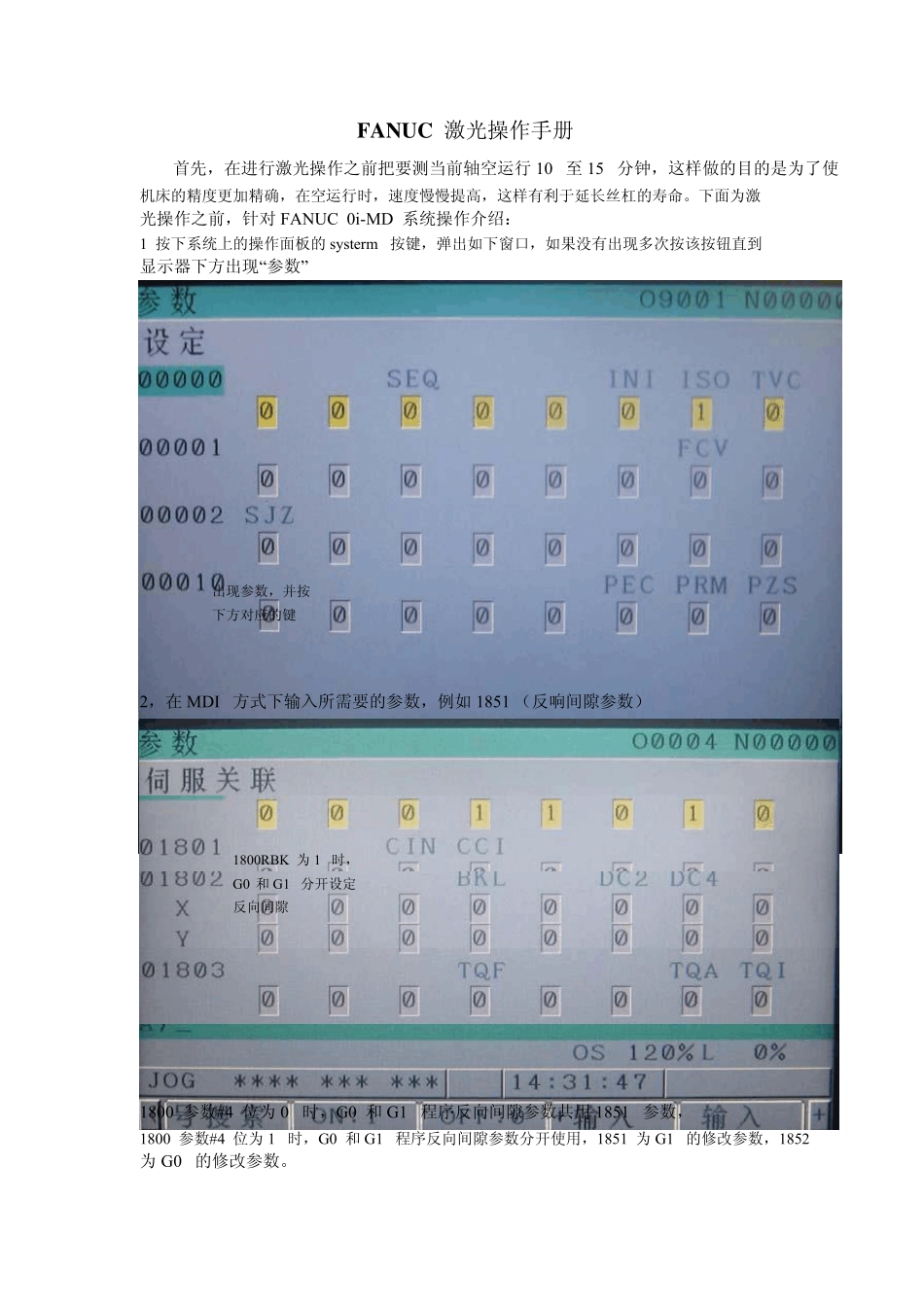
下面为激 光操作之前,针对 FANUC 0i-MD 系统操作介绍: 1 按下系统上的操作面板的 systerm 按键,弹出如下窗口,如果没有出现多次按该按钮直到 显示器下方出现“参数” 出现参数,并按 下方对应的键 2,在 MDI 方式下输入所需要的参数,例如 1851 (反响间隙参数) 1800RBK 为 1 时, G0 和 G1 分开设定 反向间隙 1800 参数#4 位为 0 时,G0 和 G1 程序反向间隙参数共用 1851 参数, 1800 参数#4 位为 1 时,G0 和 G1 程序反向间隙参数分开使用,1851 为 G1 的修改参数,1852 为 G0 的修改参数
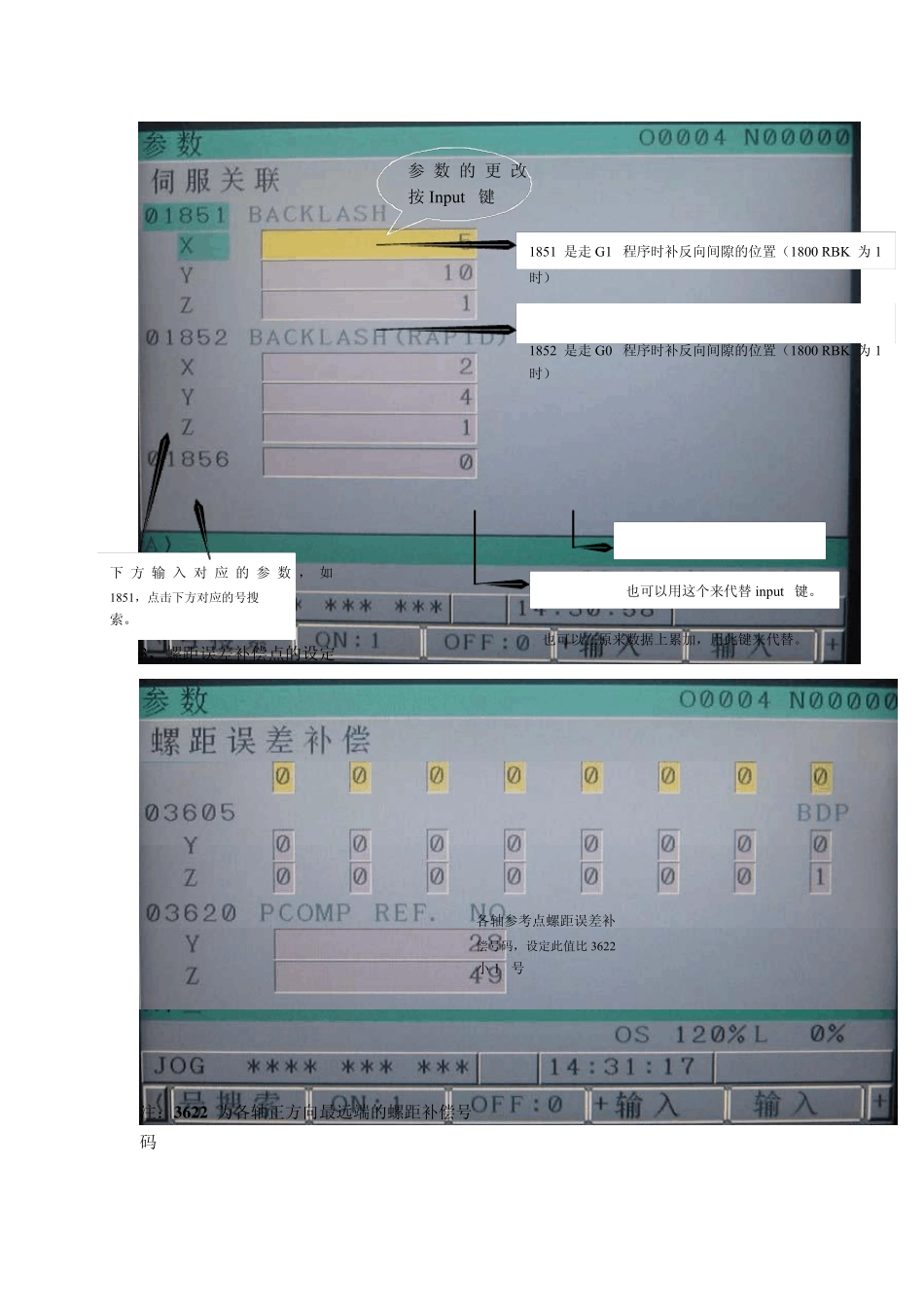
下 方 输 入 对 应 的 参 数 , 如 1851,点击下方对应的号搜 索
3,螺距误差补偿点的设定 参 数 的 更 改 按 Inpu t 键 1851 是走 G1 程序时补反向间隙的位置(1800 RBK 为 1 时) 1852 是走 G0 程序时补反向间隙的位置(1800 RBK 为 1 时) 也可以用这个来代替 inpu t 键
也可以在原来数据上累加,用此键来代替
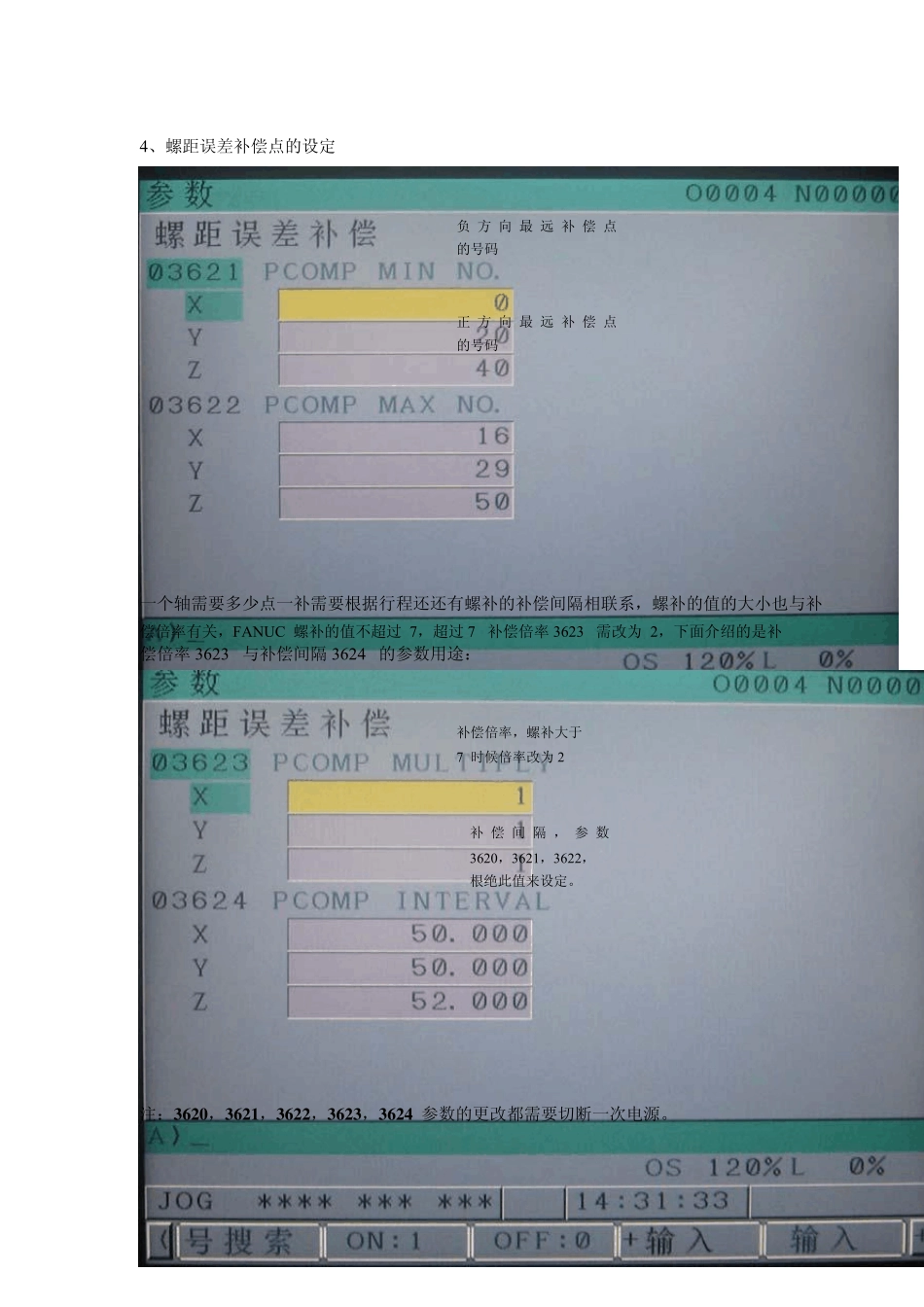
注:3622 为各轴正方向最远端的螺距补偿号码 各轴参考点螺距误差补 偿号码,设定此值比 3622 小 1 号 4、螺距误差补偿点的设定 负 方 向 最 远 补 偿 点 的号码 正 方 向 最 远 补 偿 点 的号码 一个轴需要多少点一补需要根据行程还还有螺补的补偿间隔相联系,螺补的值的大小也与补 偿倍率有关,FANUC 螺补的值不超过 7,超过 7 补偿倍率 3623 需改为 2,下面介绍的是补 偿倍率 3623 与补偿间隔 3624