三 表 找 正 简 介 机组能否长期平稳运行不光靠机组在制造厂内的精心设计和精致的加工,一个很重要的因素就是现场安装
现场安装体现的是一个制造厂的综合实力,包括设备本身的设计水准、加工水准、包装水准,还有一个更重要的是售后服务人员的技术水平
我们集团工艺部刘善老师说:服务工程师的水平是要非常全面的,不仅仅会查图、催欠件,更要了解机组从设计到制造直至试车出厂的一系列具体要点
下面具体探讨一下每一个机组现场安装过程中必须遇到的一步骤,也是对机组平稳运行至关重要的一步:机组对中找正
目前我厂离心式压缩机现场对中找正普遍采用三表法
所谓三表法就是通过一个表来确定外圆值,另两个表确定法兰盘开口数值
开口数值用两块百分表间隔1 8 0 °架设,盘车过程中可以通过两个表的读数差弥补盘车过程中转子的轴向窜动造成读数误差
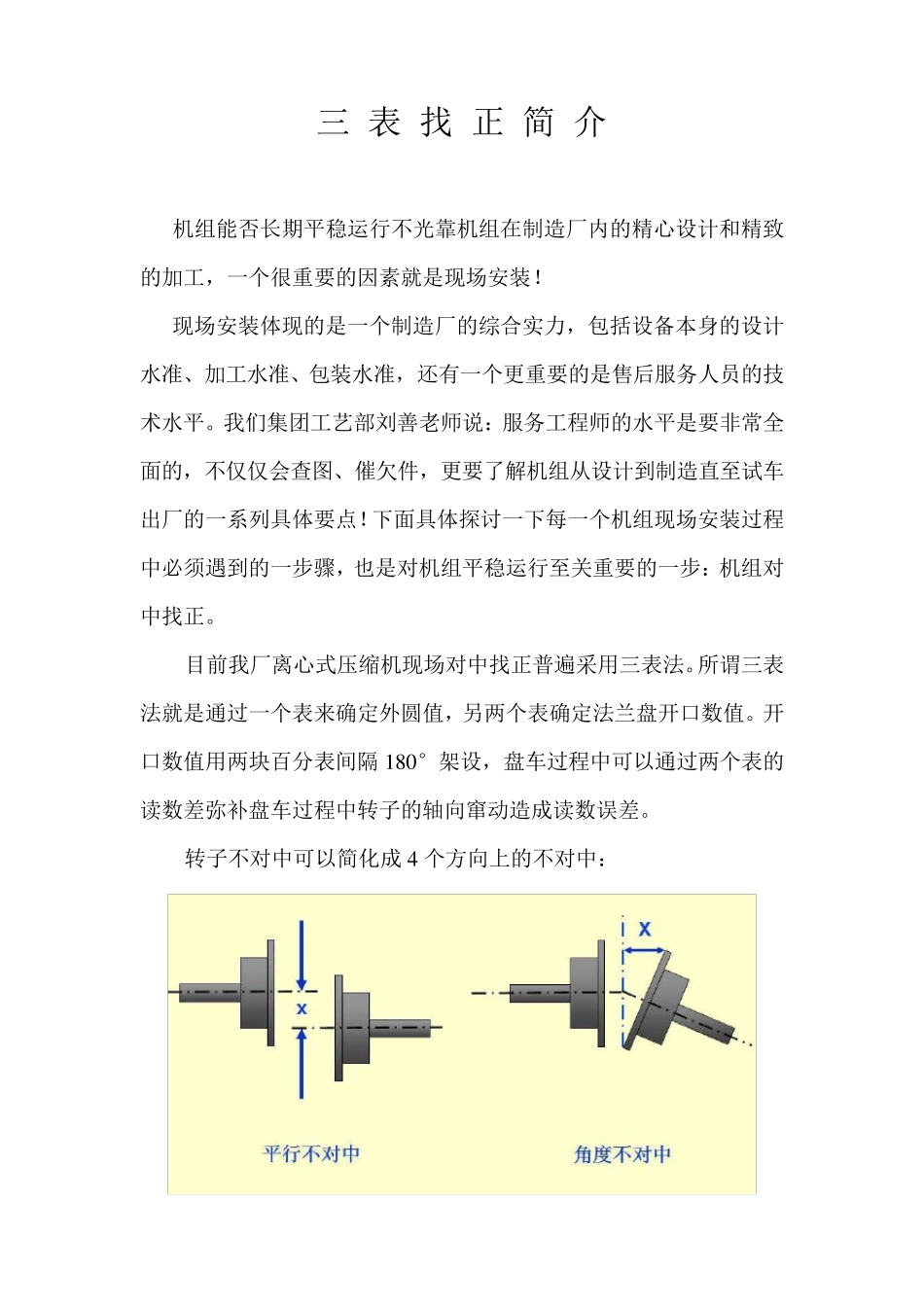
转子不对中可以简化成 4 个方向上的不对中: ①:垂直方向上的平行不对中 ②:水平方向上的平行不对中 ③:垂直方向上的角度不对中 ④:水平方向上的角度不对中 平行不对中就是我们常说的偏移量即外圆表值;角度不对中反应的是两个转子理论轴线间的夹角,但是通过百分表我们只能用法兰盘上的间距表示,即开口数值
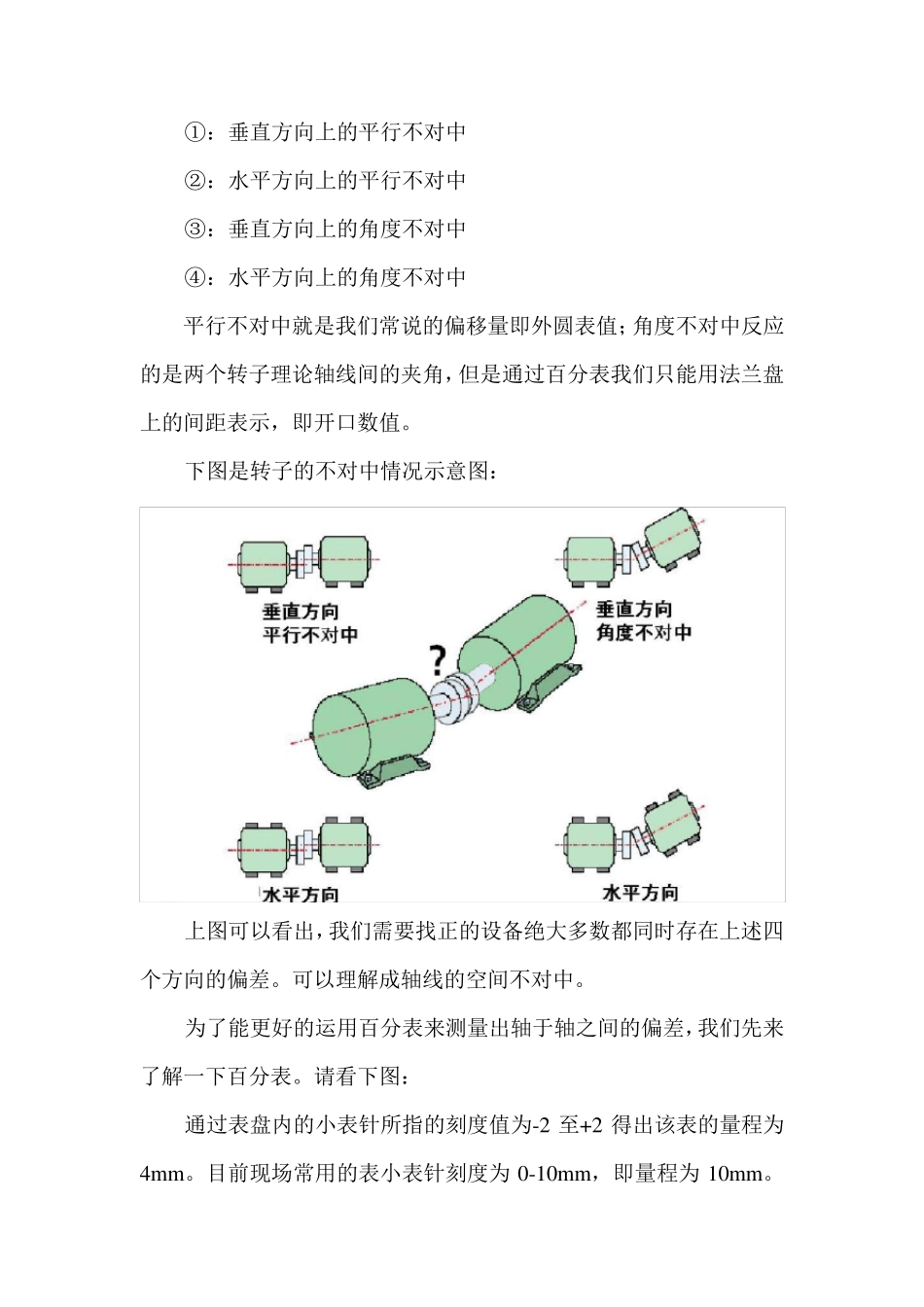
下图是转子的不对中情况示意图: 上图可以看出,我们需要找正的设备绝大多数都同时存在上述四个方向的偏差
可以理解成轴线的空间不对中
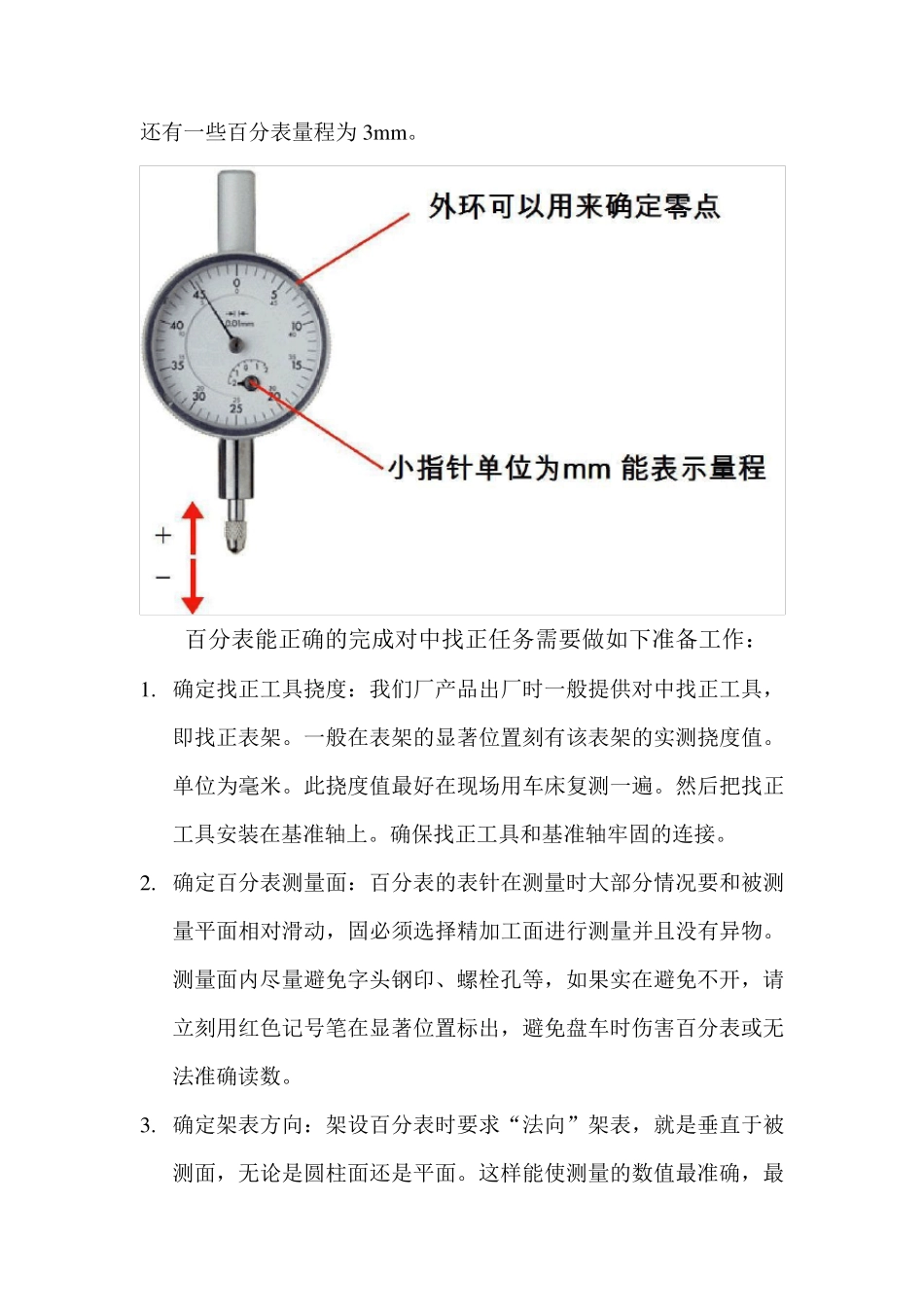
为了能更好的运用百分表来测量出轴于轴之间的偏差,我们先来了解一下百分表
请看下图: 通过表盘内的小表针所指的刻度值为-2 至+2 得出该表的量程为4m m
目前现场常用的表小表针刻度为 0-10m m ,即量程为 10m m
还有一些百分表量程为 3m m
百分表能正确的完成对中找正任务需要做如下准备工作: 1
确定找正工具挠度:我们厂产品出厂时一般提供对中找正工具,即找正表架
一般在表架的显著位置刻有该表架的实测挠度值