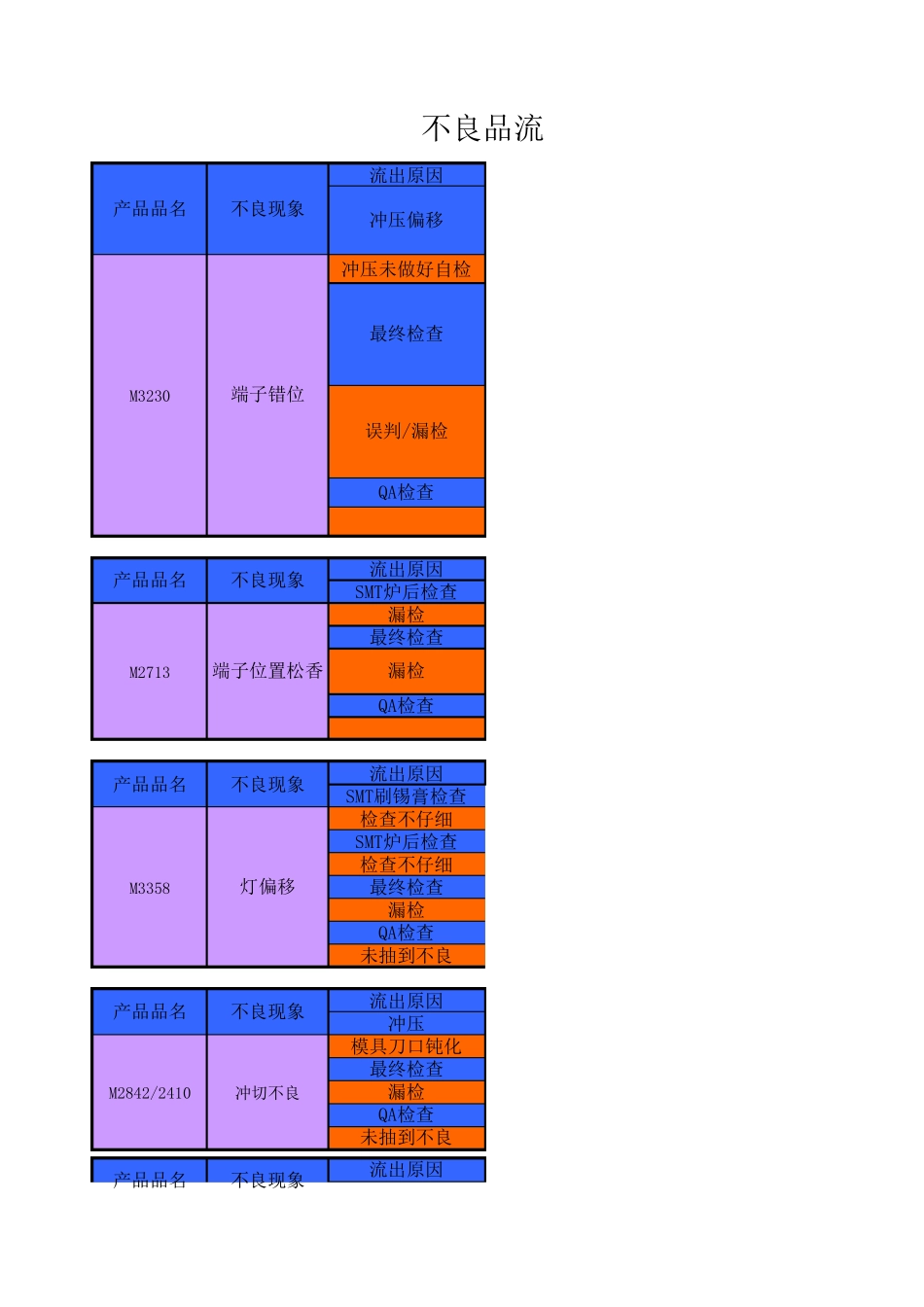
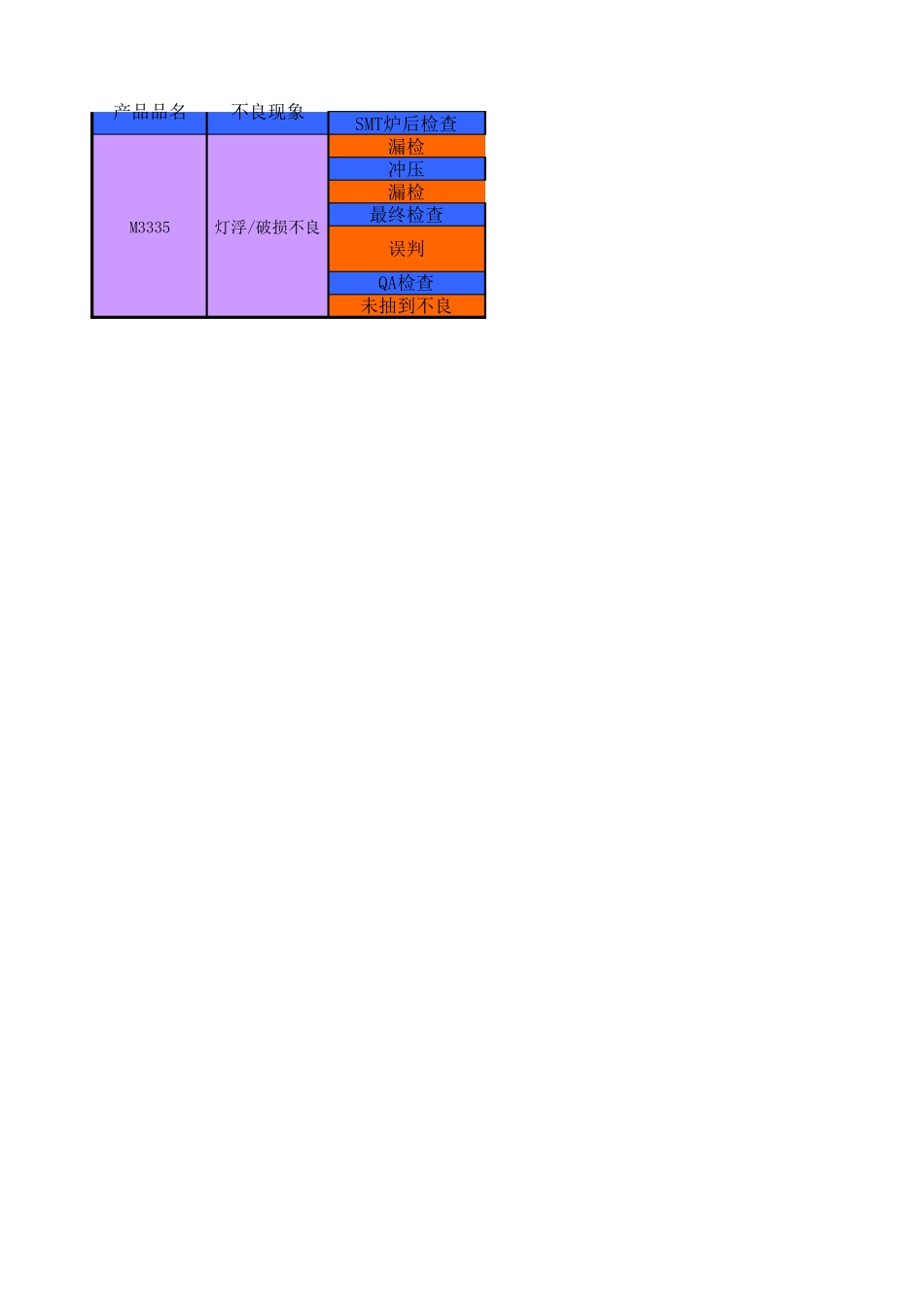
流出原因冲压未做好自检QA检查流出原因SMT炉后检查漏检最终检查QA检查流出原因SMT刷锡膏检查检查不仔细SMT炉后检查检查不仔细最终检查漏检QA检查未抽到不良流出原因冲压模具刀口钝化最终检查漏检QA检查未抽到不良流出原因灯偏移不良现象冲切不良不良现象冲压偏移最终检查误判/漏检漏检M3358产品品名M2842/2410产品品名不良现象端子错位不良现象端子位置松香不良现象不良品流产品品名M3230产品品名M2713产品品名SMT炉后检查漏检冲压漏检最终检查误判QA检查未抽到不良不良现象灯浮/破损不良产品品名M3335防 止 措 施1
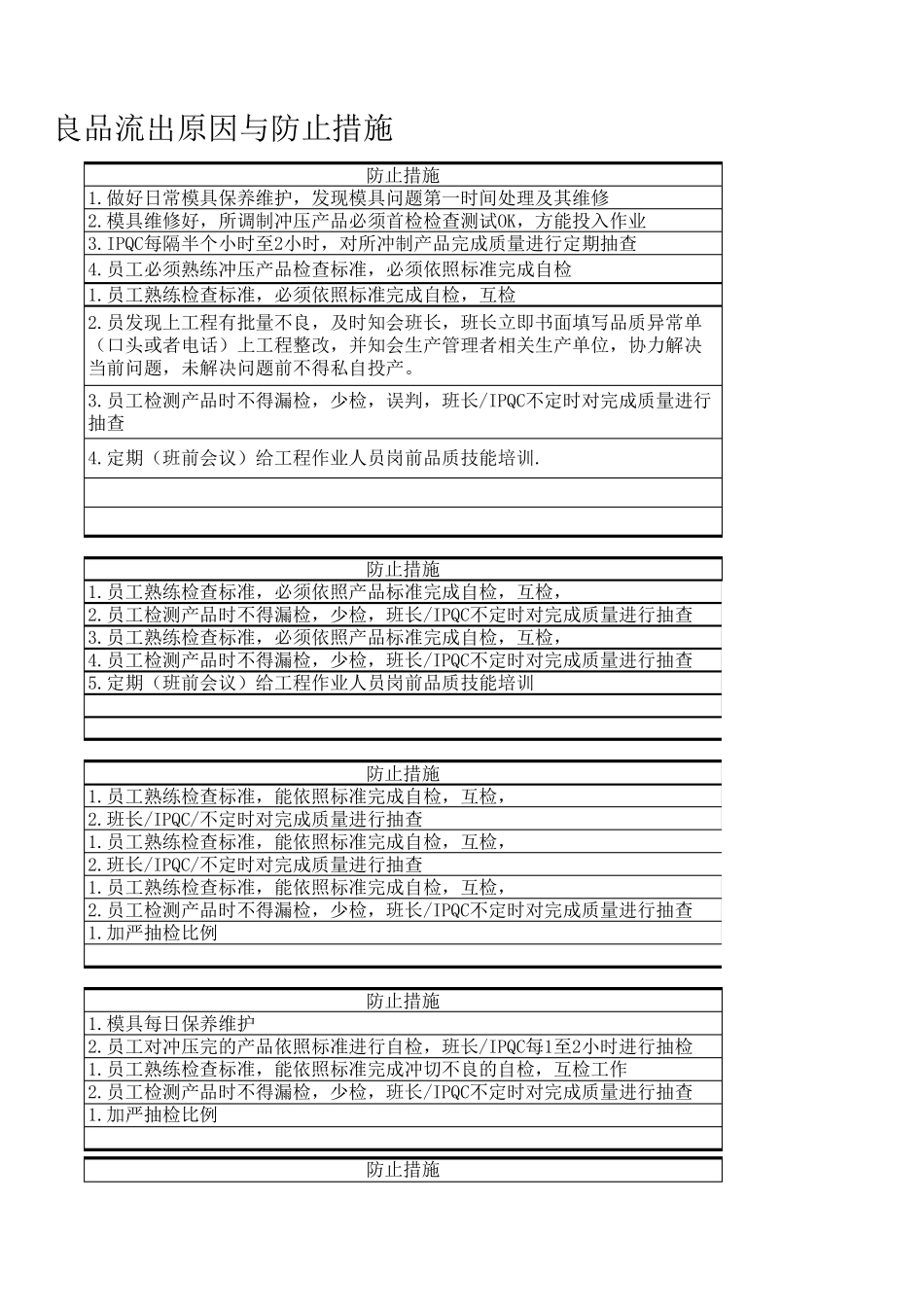
做 好 日 常 模 具 保 养 维 护 , 发 现 模 具 问 题 第 一 时 间 处 理 及 其 维 修2
模 具 维 修 好 , 所 调 制 冲 压 产 品 必 须 首 检 检 查 测 试 OK, 方 能 投 入 作 业3
IPQC每 隔 半 个 小 时 至 2小 时 , 对 所 冲 制 产 品 完 成 质 量 进 行 定 期 抽 查4
员 工 必 须 熟 练 冲 压 产 品 检 查 标 准 , 必 须 依 照 标 准 完 成 自 检1
员 工 熟 练 检 查 标 准 , 必 须 依 照 标 准 完 成 自 检 , 互 检3
员 工 检 测 产 品 时 不 得 漏 检 , 少 检 , 误 判 , 班 长 /IPQC不 定 时 对 完 成 质 量 进 行抽 查4
定 期 ( 班 前 会 议 ) 给 工 程 作 业 人 员 岗 前 品 质 技 能 培 训
防 止 措 施1
员 工 熟 练 检 查 标 准 , 必 须 依 照 产 品 标 准 完 成 自 检 , 互 检 ,2
员 工 检 测 产 品 时 不 得 漏 检 , 少 检 , 班 长 /IPQC不 定 时 对 完 成 质 量 进 行 抽 查3
员 工 熟 练 检 查 标 准 , 必 须 依