一 、 概 述 公 司 接 某 项 目 部 委 托 制 造 的 设 备 主 筒 体 使 用 不 锈 钢 复 合 钢 板 材 料 , 由于 材 质 的 特 殊 性 , 在 下 料 、 卷 制 和 焊 接 要 求 与 普 通 材 质 的 技 术 要 求 不 论在 难 度 上 还 是 在 技 术 要 求 上 都 很 高
为 保 证 工 程 保 质 保 量 完 工 , 特 编 写施 工 技 术 方 案
二 、 编 写 依 据 ⑴ 《 钢 制 压 力 容 器 焊 接 工 艺 评 定 》 JB/T4708-2000 ⑵ 《 钢 制 压 力 容 器 焊 接 规 程 》 JB/T4709-2000 ⑶ 焊 接 工 艺 评 定 : ⑷ 《 锅 炉 压 力 容 器 焊 工 考 试 规 则 》 ⑸ 《 锅 炉 压 力 容 器 技 术 监 察 规 程 》 ⑹ 《 钢 制 压 力 容 器 》 GB150-1998 ⑺ 《 承 压 设 备 无 损 检 测 》 JB/T4730-2005 ⑻ 《 石 油 化 工 不 锈 钢 复 合 钢 板 焊 接 规 程 》 SH/T3527-1999 ⑼ 《 不 锈 钢 复 合 钢 板 焊 接 技 术 条 件 》 GB/T13148-91 三 、 施 工 技 术 方 案 ㈠ 铆 工 施 工 工 艺 1. 下 料 及 坡 口 加 工 1
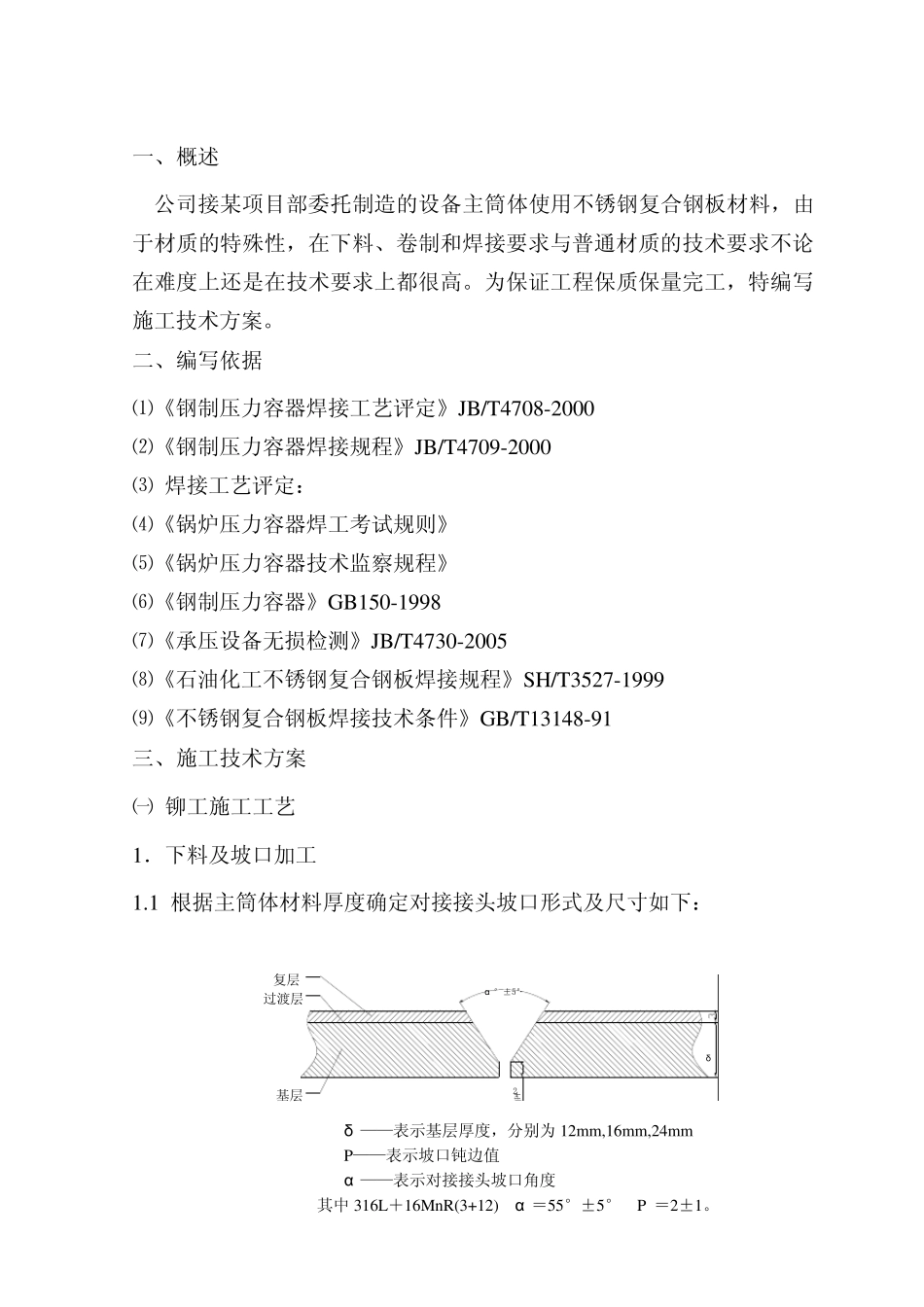
1 根 据 主 筒 体 材 料 厚 度 确 定 对 接 接 头 坡 口 形 式 及 尺 寸如下 : δ ——表示基层厚 度 , 分别为 12mm,16mm,24mm P——表示坡 口 钝边值 α ——表示对 接 接 头 坡 口 角度 其中316L+16MnR(3+12) α =55°±5° P =2±1
±2δ复 层过渡层基层α °±5° 316L+16MnR(3+16) α =50°±5° P =2±1
316L+16Mn