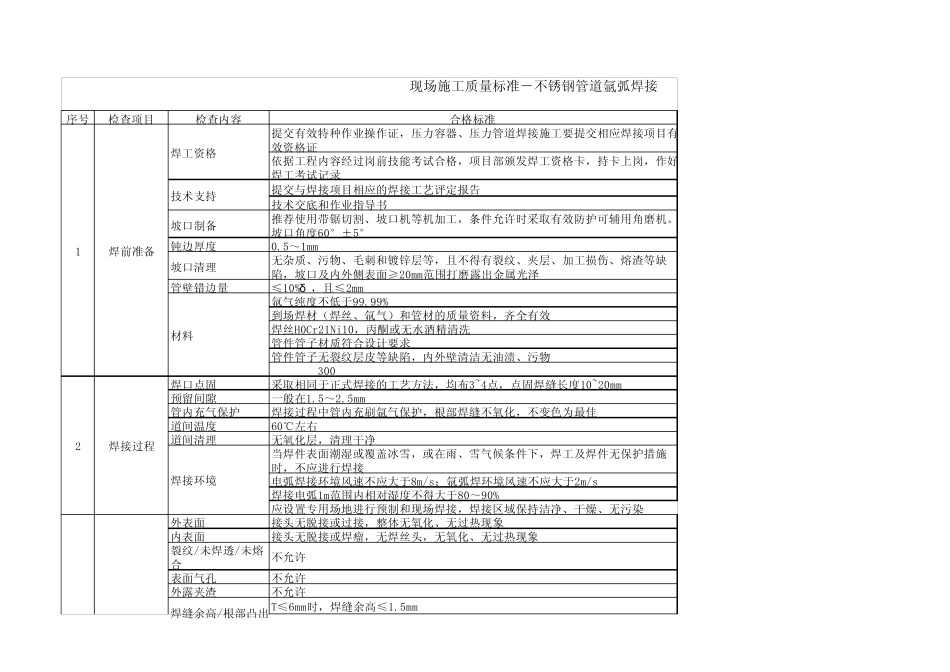
序号检查项目 检查内容合格标准提交有效特种作业操作证,压力容器、压力管道焊接施工要提交相应焊接项目有效资格证依据工程内容经过岗前技能考试合格,项目部颁发焊工资格卡,持卡上岗,作好焊工考试记录提交与焊接项目相应的焊接工艺评定报告技术交底和作业指导书坡口制备推荐使用带锯切割、坡口机等机加工,条件允许时采取有效防护可辅用角磨机
坡口角度60°±5°钝边厚度0
5~1mm坡口清理无杂质、污物、毛刺和镀锌层等,且不得有裂纹、夹层、加工损伤、熔渣等缺陷,坡口及内外侧表面≥20mm范围打磨露出金属光泽管壁错边量≤10%δ ,且≤2mm氩气纯度不低于99
99%到场焊材(焊丝、氩气)和管材的质量资料,齐全有效焊丝H0Cr21Ni10,丙酮或无水酒精清洗管件管子材质符合设计要求管件管子无裂纹层皮等缺陷,内外壁清洁无油渍、污物ZX7-300焊口点固采取相同于正式焊接的工艺方法,均布3~4点,点固焊缝长度10~20mm预留间隙一般在1
5mm管内充气保护焊接过程中管内充刷氩气保护,根部焊缝不氧化,不变色为最佳道间温度60℃左右道间清理无氧化层,清理干净当焊件表面潮湿或覆盖冰雪,或在雨、雪气候条件下,焊工及焊件无保护措施时,不应进行焊接电弧焊接环境风速不应大于8m/s;氩弧焊环境风速不应大于2m/s焊接电弧1m范围内相对湿度不得大于80~90%应设置专用场地进行预制和现场焊接,焊接区域保持洁净、干燥、无污染外表面接头无脱接或过接,整体无氧化、无过热现象内表面接头无脱接或焊瘤,无焊丝头,无氧化、无过热现象裂纹/未焊透/未熔合不允许表面气孔不允许外露夹渣不允许T≤6mm时,焊缝余高≤1
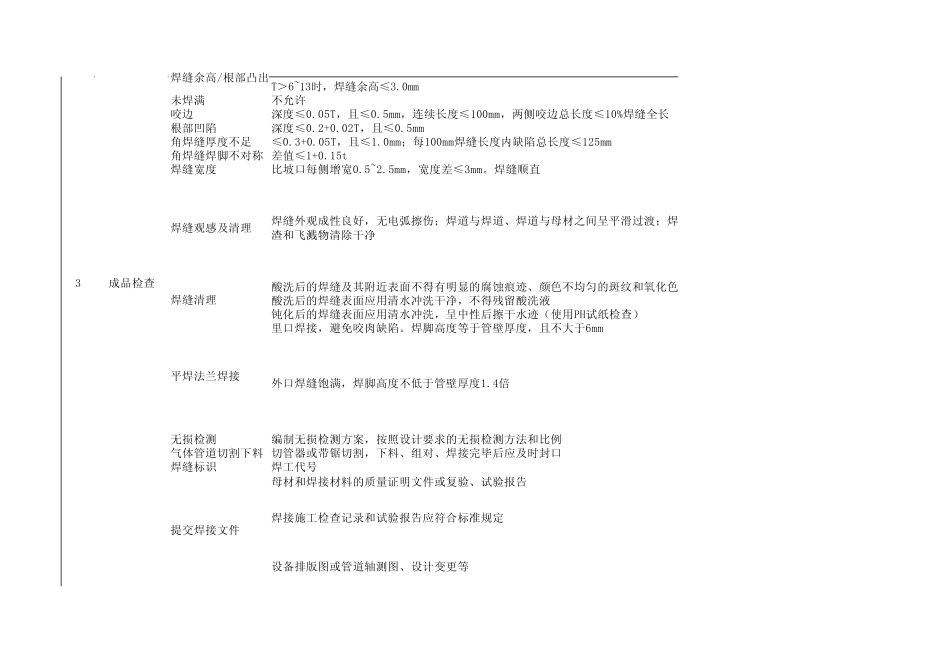
5mm技术支持2焊缝余高/根部凸出焊工资格材料焊接环境1现场施工质量标准-不锈钢管道氩弧焊接焊前准备焊接过程T>6~13时,焊缝余高≤3
0mm未焊满不允许咬边深度≤0
05T,且≤0
5mm,连续长度≤100