4 不锈钢风管系统的制作安装 1、制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审
确定风管横向连接时采用翻边对接焊,翻边尺寸为15m m ,确定不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加固相结合的方法
2 、钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210m m ,考虑到运输及现场下料的可操作性,根据风管规格,将钢板分成两段下料
如1000 m m ×800 m m 的风管,风管周长为3600m m ,下料成两块尺寸为1800 m m ×1210 m m 的板材
3 、翻边、折方 按照 15m m的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出,翻边之后风管每节的长度为(1210-150×2)m m = 1180m m ,然后再按照风管边长折方
4 、角钢下料、加固框预制 确定风管加固框所使用的角钢规格为∠30×30×3
按照风管的规格尺寸,对不锈钢角钢下料,电焊焊接
5 、风管组对、套加固框 下好料后将两块不锈钢板组对好,在焊接之前将已经制作好的加固框套在组对好的风管上
6 、风管纵向焊接成型 将组对好的风管用夹具固定好,进行风管的纵向焊接
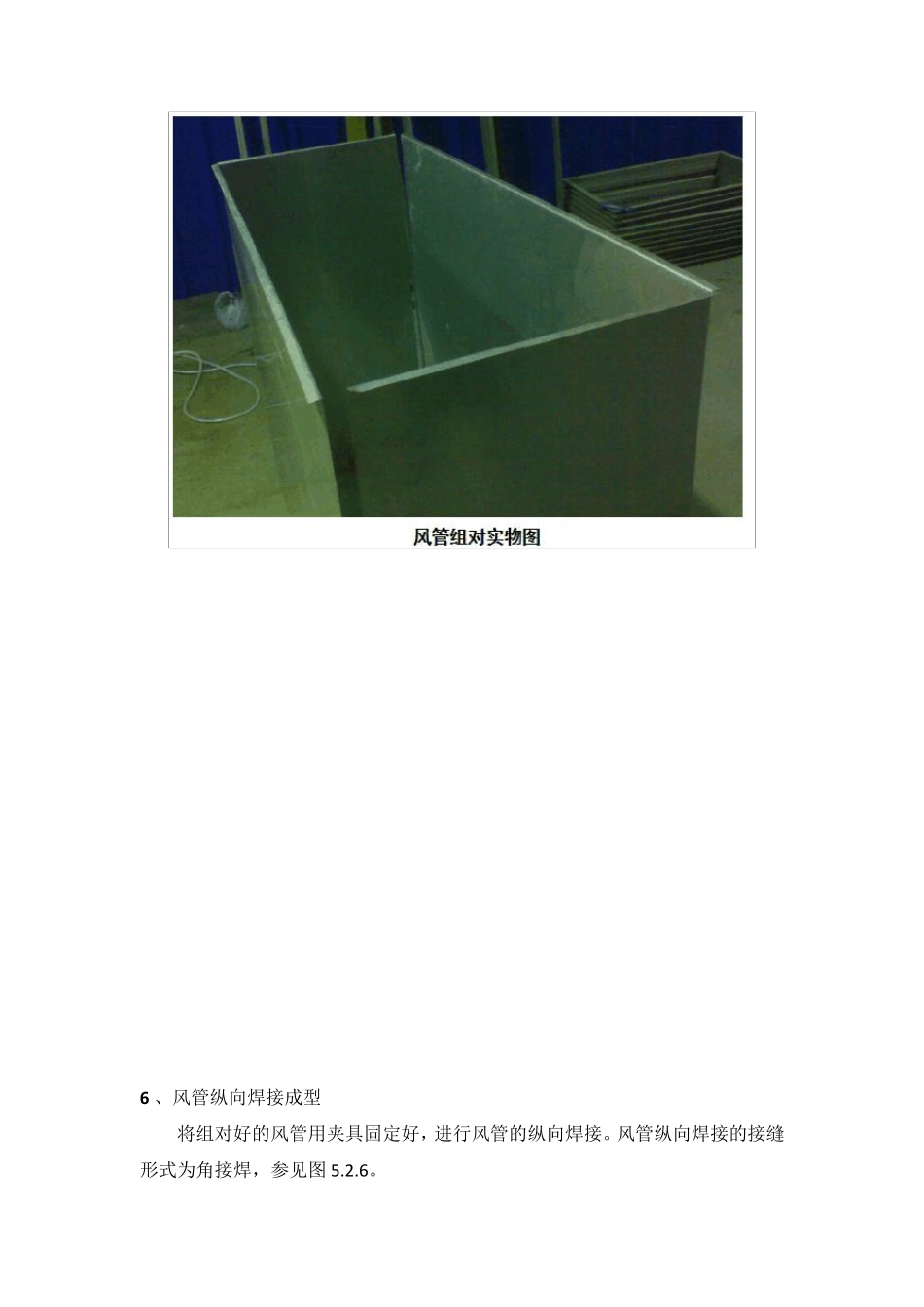
风管纵向焊接的接缝形式为角接焊,参见图 5
风管纵向角接焊示意图 为使风管焊缝均匀地受热和冷却,以减少变形,焊接时从中间往两头逆向分段施焊;组对时先将风管点焊,用夹具将其固定后再进行焊接,焊接时形成的高温,在冷却过程中所产生的收缩变形由夹具克服,达到防止变形的目的
7 、风管横向焊接 将两节成型好的风管放在夹具台上,用夹具将其固定好后,再进行横向焊接
由于风管壁厚太薄,若直接平面对焊将产生较大的变形,且不易进行操作及加固,现采用翻边对接焊的形式,参见图5
7-1 与 5
风管的翻边高度控制为15m m ,若翻边过小,不仅不便于焊接操作及夹具的使用,