第 1 页 共 1 0 页 目的 建立一整套完善医用氧生产工艺规程,使其生产过程规范化,标准化
范围 医用氧的生产 责任 生产副总经理、质量副总理、生产技术部部长、车间主任 内容 1 产品概述 1
1 品名:氧 1
1 通用名:医用氧 1
2 汉语拼音:YiYongyang 1
2 产品性状:本品为无色气体;无臭,无味;有强助燃力
本品1 容在常压2 0 ℃时,能在乙醇7 容或水3 2 容中溶解
3 功能与主治:用于缺氧的预防和治疗
4 用法与用量:长期使用浓度以30—40%(ml/ml)为限,应急时可吸入纯氧
5 贮藏:置耐压钢瓶内,在36℃以下保存
6 包装规格:40L/瓶 1
7 有效期:1 年 2 处方和依据 2
1 处方依据: 《中华人民共和国药典》2005 年版二部
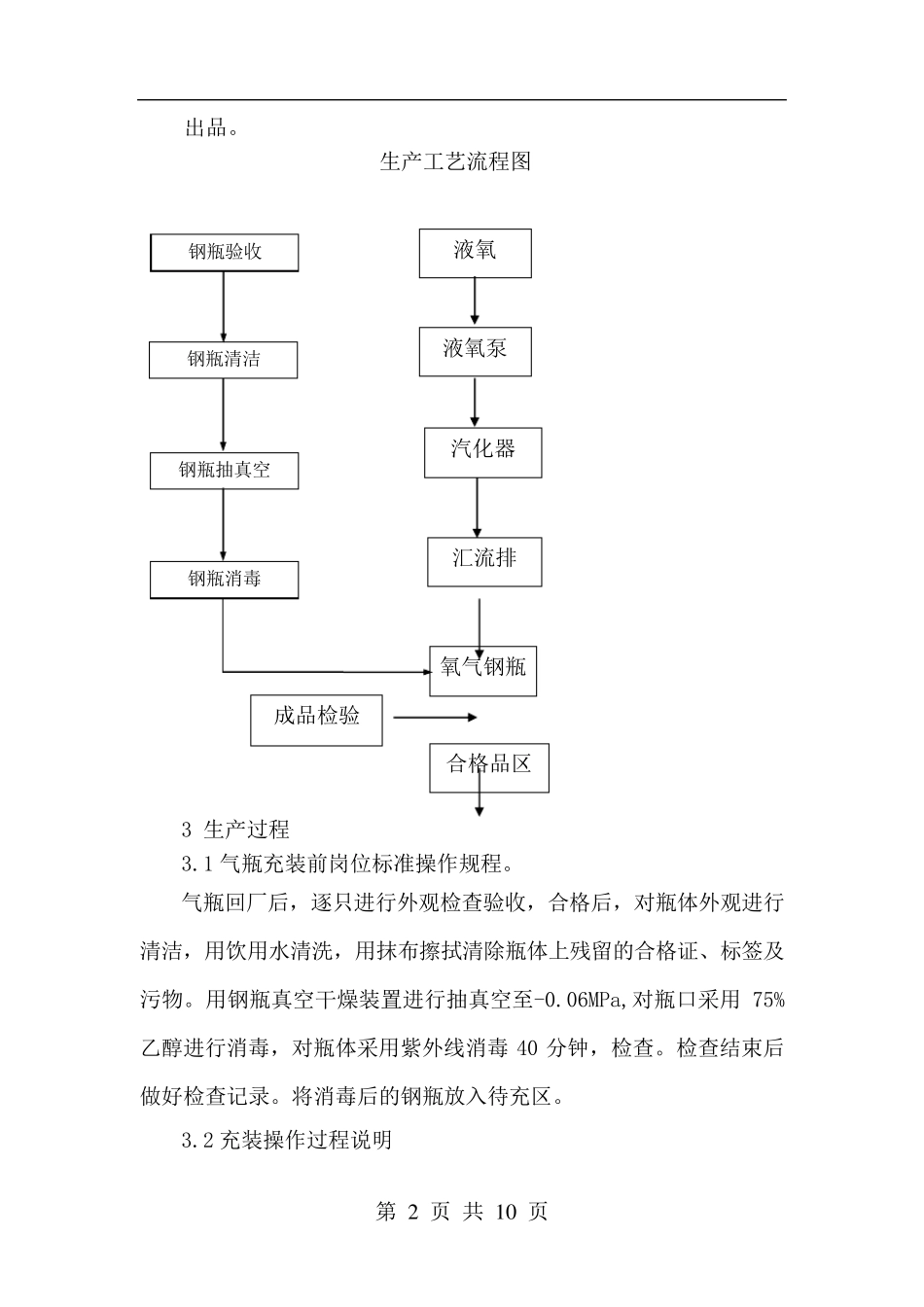
2 制法:将低温贮罐中的液氧经液氧泵输送到汽化器,再将汽化的汽态氧通过管路经汇流排,充装至 钢瓶,检 验 合 格后 ,即 可文 件 名称 医用氧生产工艺规程 文 件 编 号 STP
SC-GY-00 起 草 人 起 草 日 期 年 月 日 审 核 人 审 核 日 期 年 月 日 批 准 人 批 准日 期 年 月 日 执 行 日 期 年 月 日 颁 发 部门 质量保证 部 版 本 号 分 发 号 分 发 部门 质量保证 部 生产技术部 第 2 页 共 1 0 页 出品
生产工艺流程图 液氧 液氧泵 3 生产过程 3
1 气瓶充装前岗位标准操作规程
气瓶回厂后,逐只进行外观检查验收,合格后,对瓶体外观进行清洁,用饮用水清洗,用抹布擦拭清除瓶体上残留的合格证、标签及污物
用钢瓶真空干燥装置进行抽真空至-0
06MPa,对瓶口采用75%乙醇进行消毒,对瓶体采用紫外线消毒 40 分钟,检查
检查结束后做好检查记录
将消毒后的钢瓶放入待充区
2 充装操作过程说明