总装线(单板带式)技术协议书一、合作双方全称:甲方:乙方:浙江永达输送机械设备有限公司二、设备名称及数量:名称:总装线(单板带式)数量:壹套三、设备安装及交货地点:预验收地点:乙方工厂安装调试及最终交货验收地点:甲方工厂四、双方的主要工作范围:甲方:1
提供并确认技术协议书设计依据和方案图中的所有技术要求,并以此作为验收的依据
负责提供电源到线体旁确定位置
在乙方设备进场安装前,负责并完成地坑和基础的土建施工
按照本技术协议书和方案图的要求进行设备的设计、制造、安装调试并交付使用
乙方所有设计图纸须经甲方技术确认后方可开料生产和安装
预先向甲方提供地坑和基础图,并在进场安装前仔细检查土建完成的基础是否符合图纸要求
若发现现问题及时与甲方沟通并协同解决
负责验收后的技术服务和操作人员的培训
按合同规定进行售后服务
五、设计依据:1
产品最大重量:2000kg
工位间距:mm
产品外形尺寸:LXWXH
输送方式:壹台电机带动单排链板(二条链条)输送产品
生产节拍:在工作过程中由人工控制,工作时间在 1~120min 范围内可调
运行方式为间歇步进运行
运行速度在 0
5〜4m/min 范围可调
六、设备工作过程(柔性节拍生产模式):总装线(双板带式)上设有个装配工位,按装配次序分别命名为 1##工位
工作开始时总装线处于停止状态
此时由人工将要装配的产品放到总装线 1#工位上,保证输送线运行时产品与输送线同步运行
产品在总装线上就位后即开始装配工作
各工位操作人员完成当前工作后按动本工位完成按钮
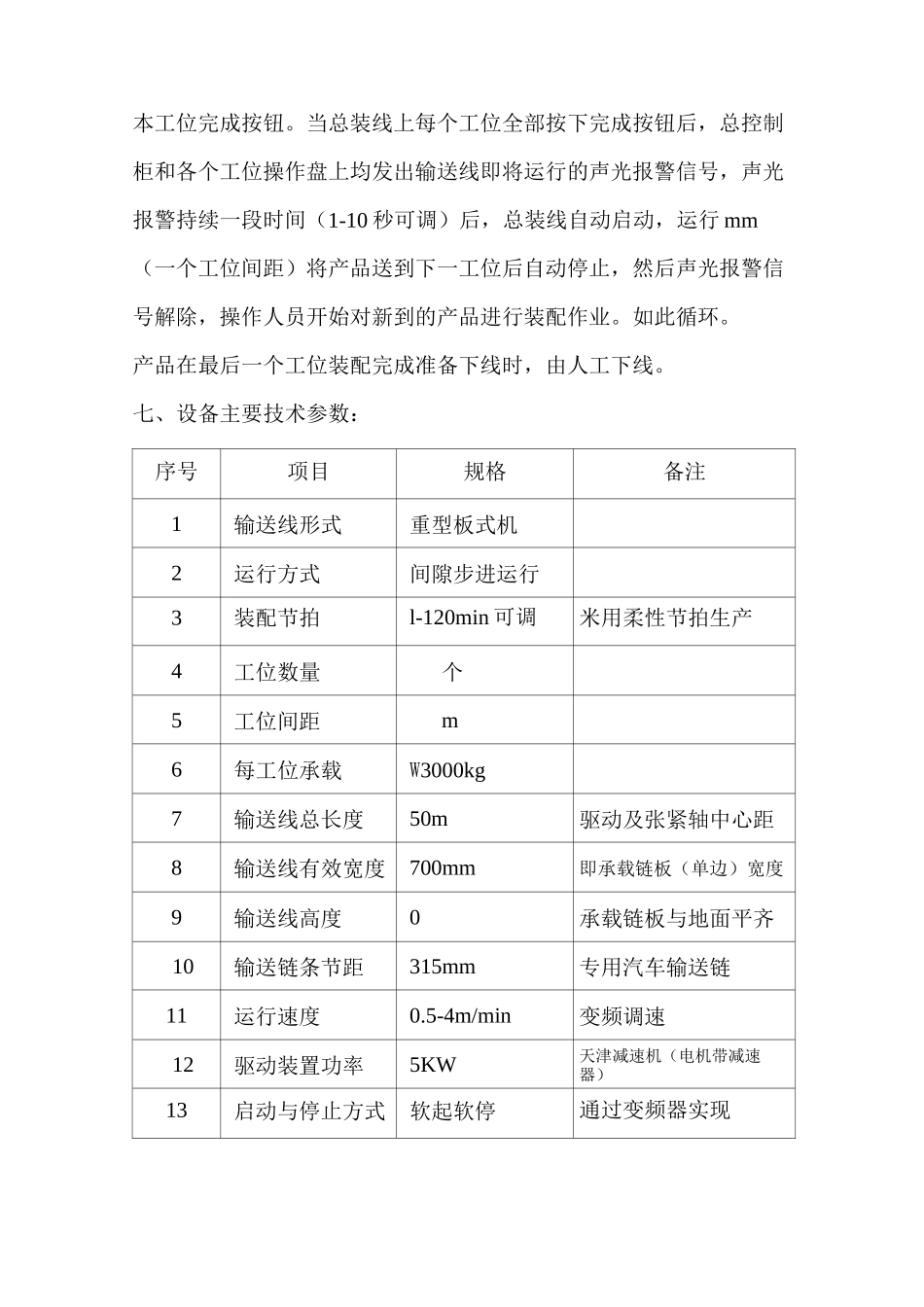
当总装线上每个工位全部按下完成按钮后,总控制柜和各个工位操作盘上均发出输送线即将运行的声光报警信号,声光报警持续一段时间(1-10 秒可调)后,总装线自动启动,运行 mm(一个工位间距)将产品送到下一工位后自动停止,然后声