双金属片材料 非带电的导电金属 非带电的导电金属的材料应为铝合金、不锈钢、黄铜、铍青铜或者类似的牢固而不易腐蚀的材料;对铁及钢零件应进行电镀或者采用其他适当的防锈措施
“GBT 22687-2008 家用和类似用途双金属温度控制器”见 5
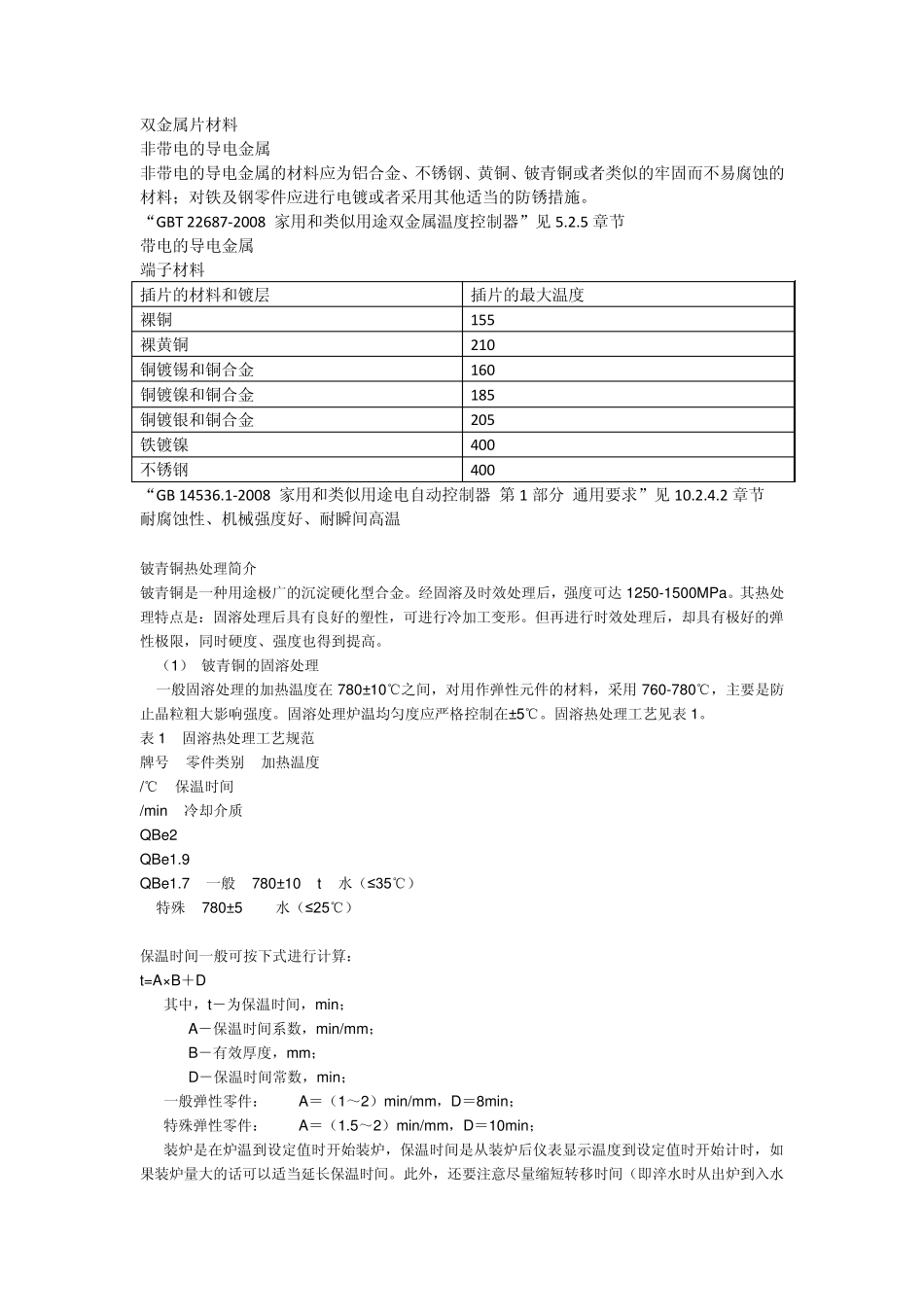
5 章节 带电的导电金属 端子材料 插片的材料和镀层 插片的最大温度 裸铜 155 裸黄铜 210 铜镀锡和铜合金 160 铜镀镍和铜合金 185 铜镀银和铜合金 205 铁镀镍 400 不锈钢 400 “GB 14536
1-2008 家用和类似用途电自动控制器 第 1 部分 通用要求”见 10
2 章节 耐腐蚀性、机械强度好、耐瞬间高温 铍青铜热处理简介 铍青铜是一种用途极广的沉淀硬化型合金
经固溶及时效处理后,强度可达 1250-1500MPa
其热处理特点是:固溶处理后具有良好的塑性,可进行冷加工变形
但再进行时效处理后,却具有极好的弹性极限,同时硬度、强度也得到提高
(1) 铍青铜的固溶处理 一般固溶处理的加热温度在 780± 10℃之间,对用作弹性元件的材料,采用760-780℃,主要是防止晶粒粗大影响强度
固溶处理炉温均匀度应严格控制在± 5℃
固溶热处理工艺见表 1
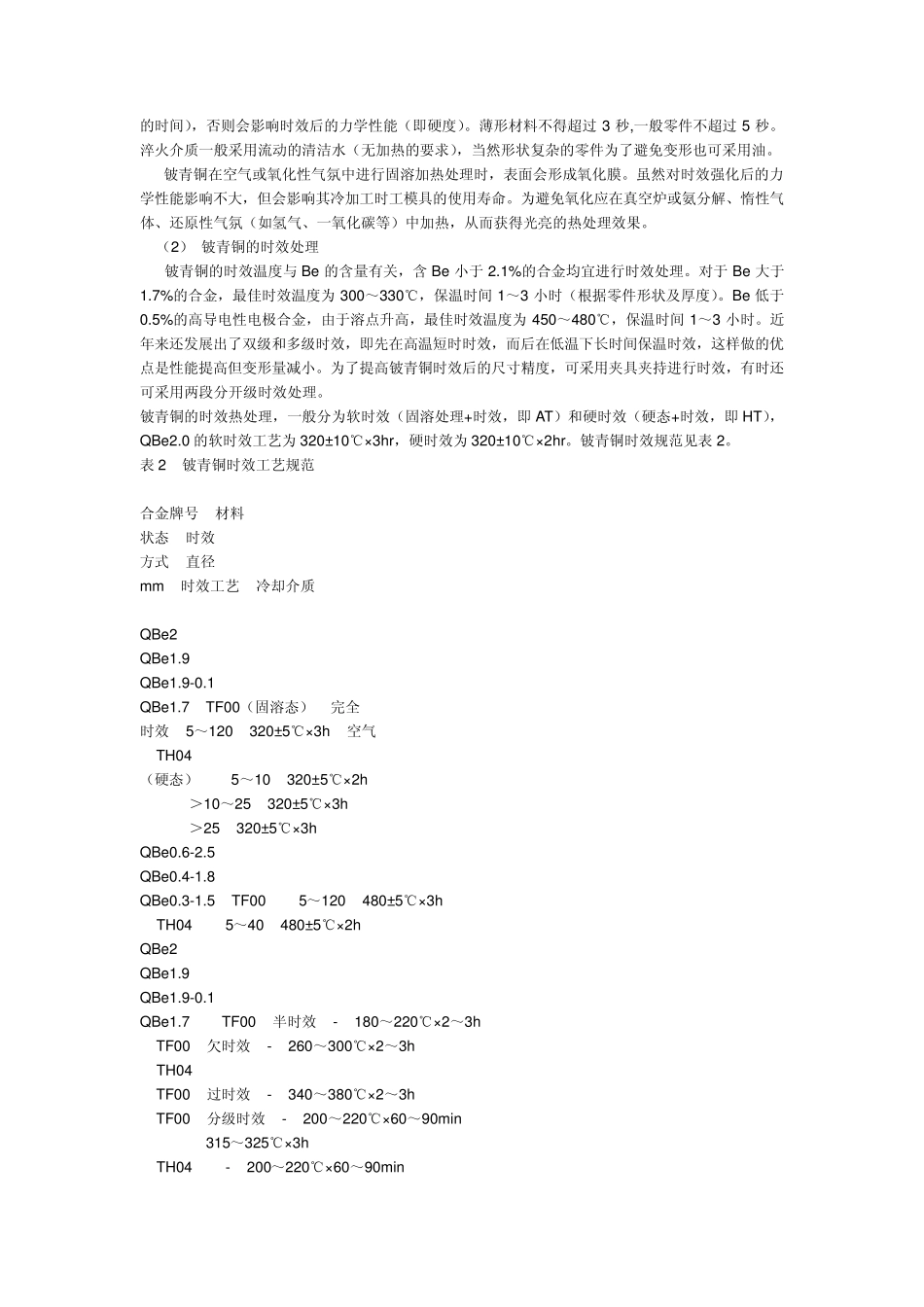
表 1 固溶热处理工艺规范 牌号 零件类别 加热温度 /℃ 保温时间 /min 冷却介质 QBe2 QBe1
9 QBe1
7 一般 780± 10 t 水(≤35℃) 特殊 780± 5 水(≤25℃) 保温时间一般可按下式进行计算: t=A× B+D 其中,t-为保温时间,min; A-保温时间系数,min/mm; B-有效厚度,mm; D-保温时间常数,min; 一般弹性零件: A=(1~2)min/mm,D=8min; 特殊弹性零件: A=(1
5~2)min/mm,D=10min; 装炉是在炉温到设定值时开始装炉,保温时间是从装炉后