用户您好非常感谢您能使用我厂产品请仔细阅读说明书也希望您能够对我厂产品提出建议帮助我们不断提高产品质量再次感谢
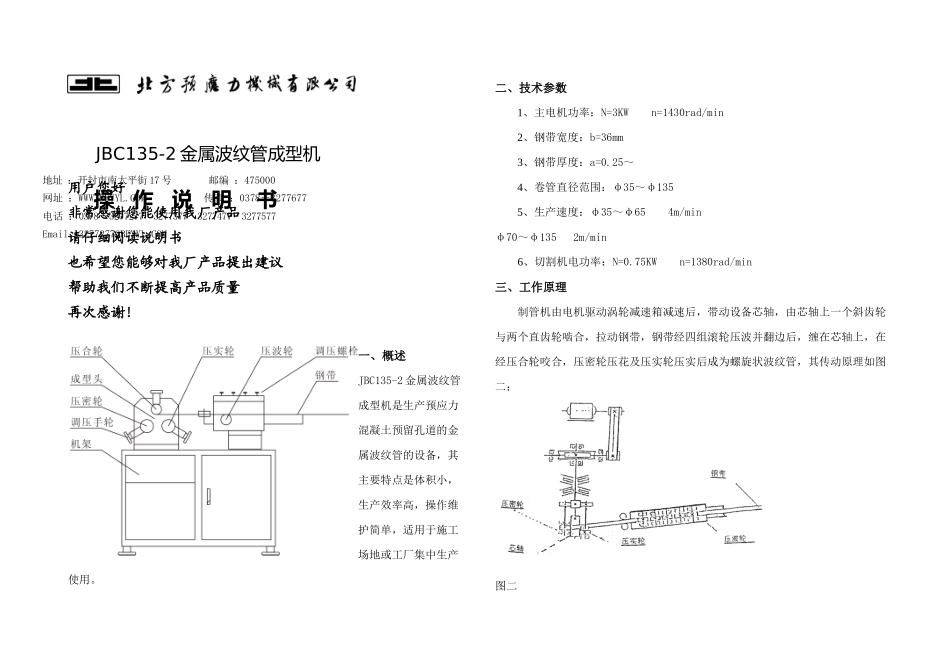
一、概述JBC135-2 金属波纹管成型机是生产预应力混凝土预留孔道的金属波纹管的设备,其主要特点是体积小,生产效率高,操作维护简单,适用于施工场地或工厂集中生产使用
二、技术参数1、主电机功率:N=3KW n=1430rad/min2、钢带宽度:b=36mm3、钢带厚度:a=0
25~4、卷管直径范围:φ35~φ1355、生产速度:φ35~φ65 4m/minφ70~φ135 2m/min6、切割机电功率:N=0
75KW n=1380rad/min三、工作原理制管机由电机驱动涡轮减速箱减速后,带动设备芯轴,由芯轴上一个斜齿轮与两个直齿轮啮合,拉动钢带,钢带经四组滚轮压波并翻边后,缠在芯轴上,在经压合轮咬合,压密轮压花及压实轮压实后成为螺旋状波纹管,其传动原理如图二:图二地址 :开封市南太平街 17 号 邮编 :475000网址 :WWW
COM 传真 :0378-3277677电话 :0378-3277277 3277377 3277477 3277577 Email:3277277@BFYYL
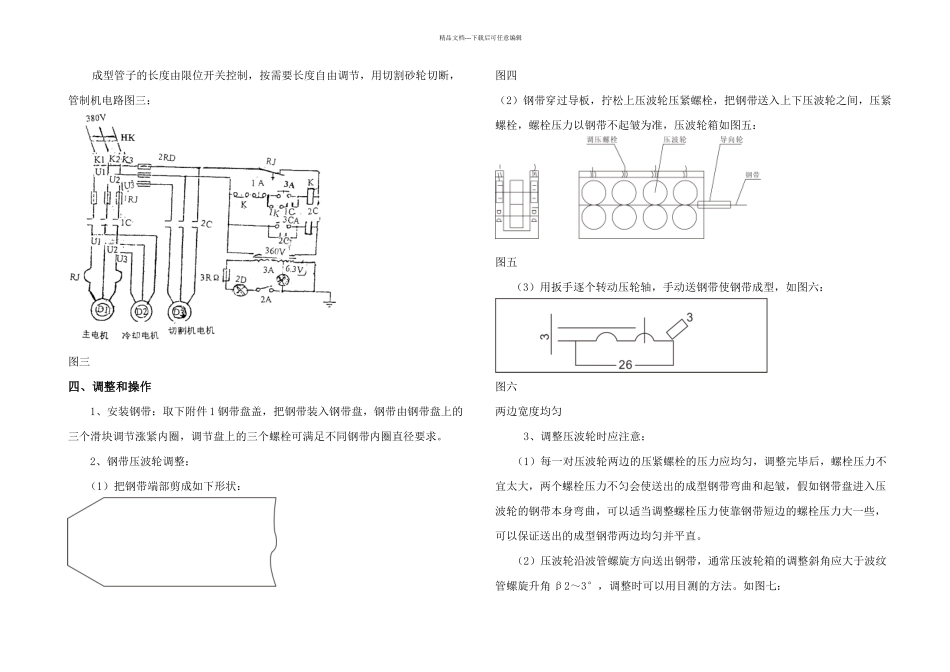
COM JBC135-2 金属波纹管成型机操 作 说 明 书精品文档---下载后可任意编辑成型管子的长度由限位开关控制,按需要长度自由调节,用切割砂轮切断,管制机电路图三:图三四、调整和操作1、安装钢带:取下附件 1 钢带盘盖,把钢带装入钢带盘,钢带由钢带盘上的三个滑块调节涨紧内圈,调节盘上的三个螺栓可满足不同钢带内圈直径要求
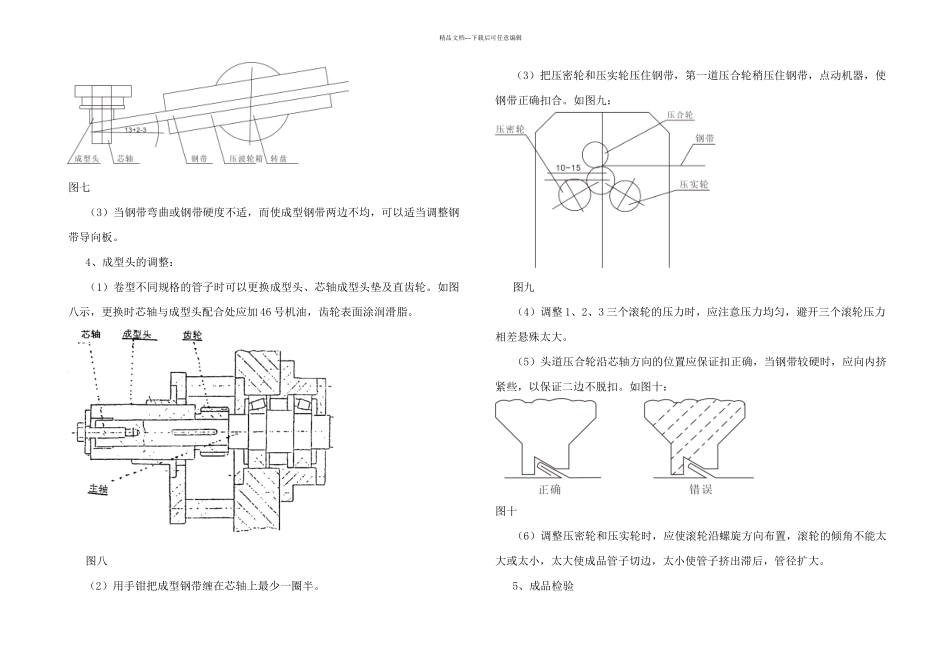
2、钢带压波轮调整: (1)把钢带端部剪成如下形状: 图四(2)钢带穿过导板,拧松上压波轮压紧螺栓,把钢带送入上下压波轮之间,压紧螺栓,螺栓压力以钢带不起皱为准,压波轮箱如图五:图五(3)用扳手逐个转动压轮轴,手动送钢带使钢带成型,