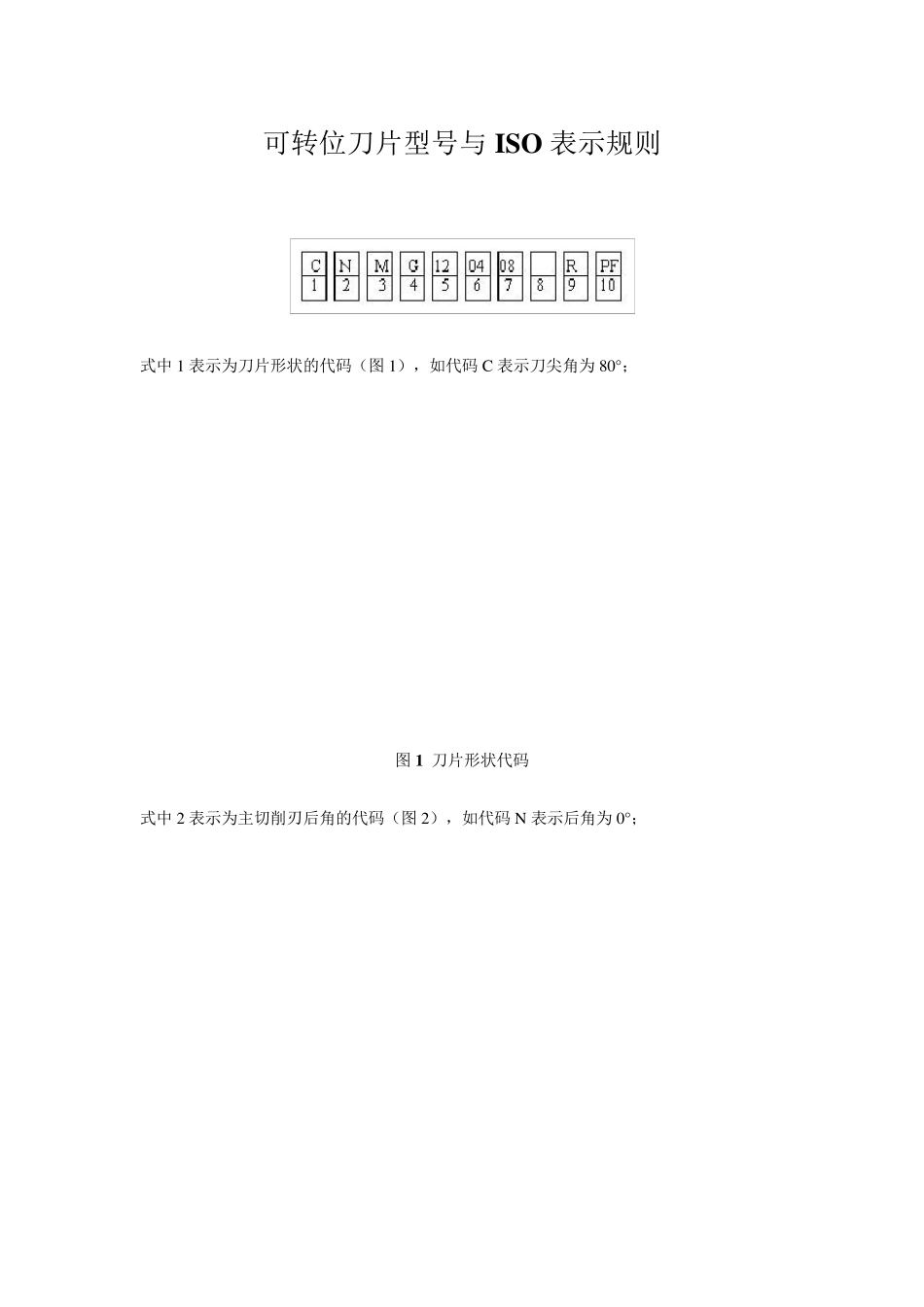
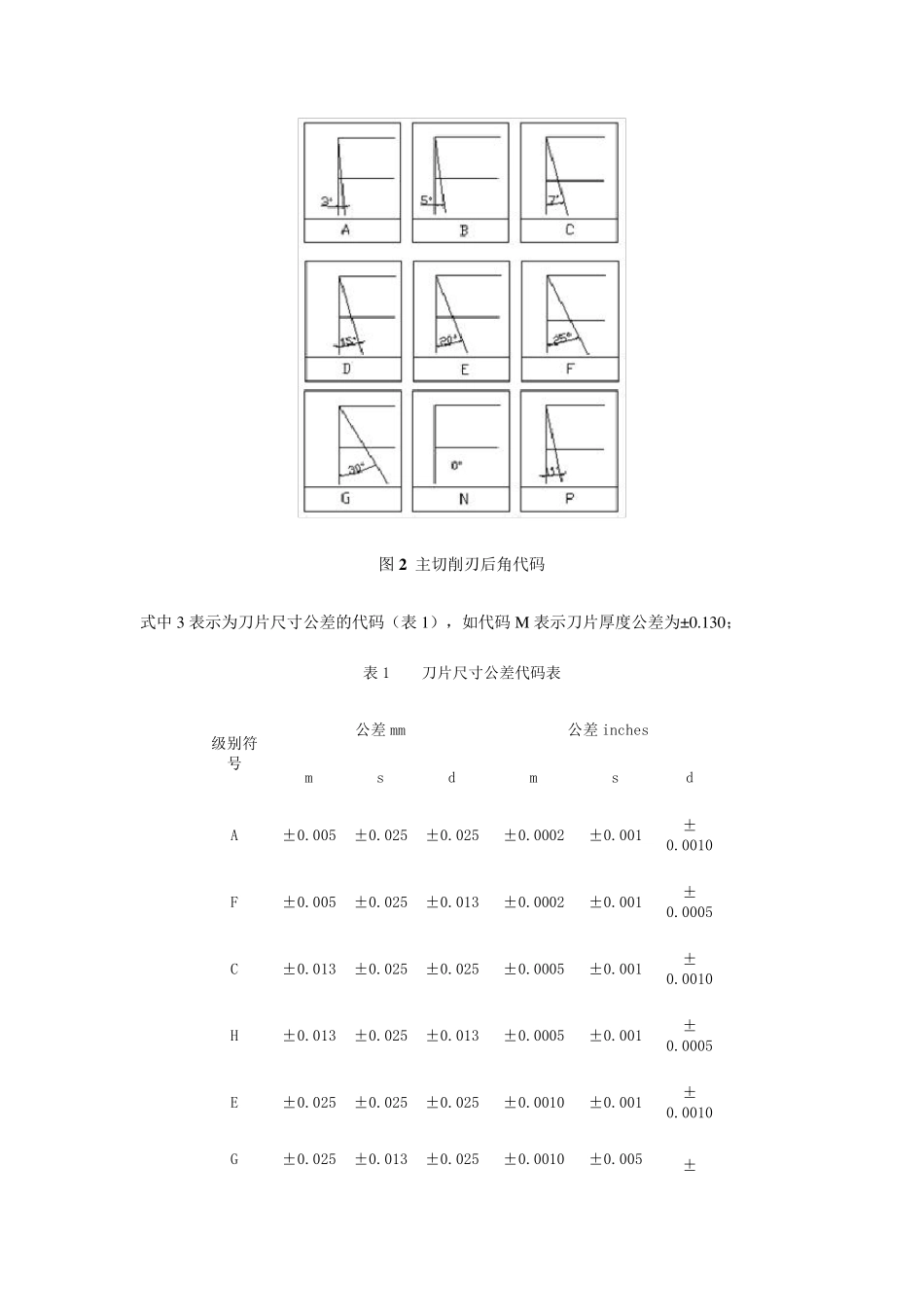
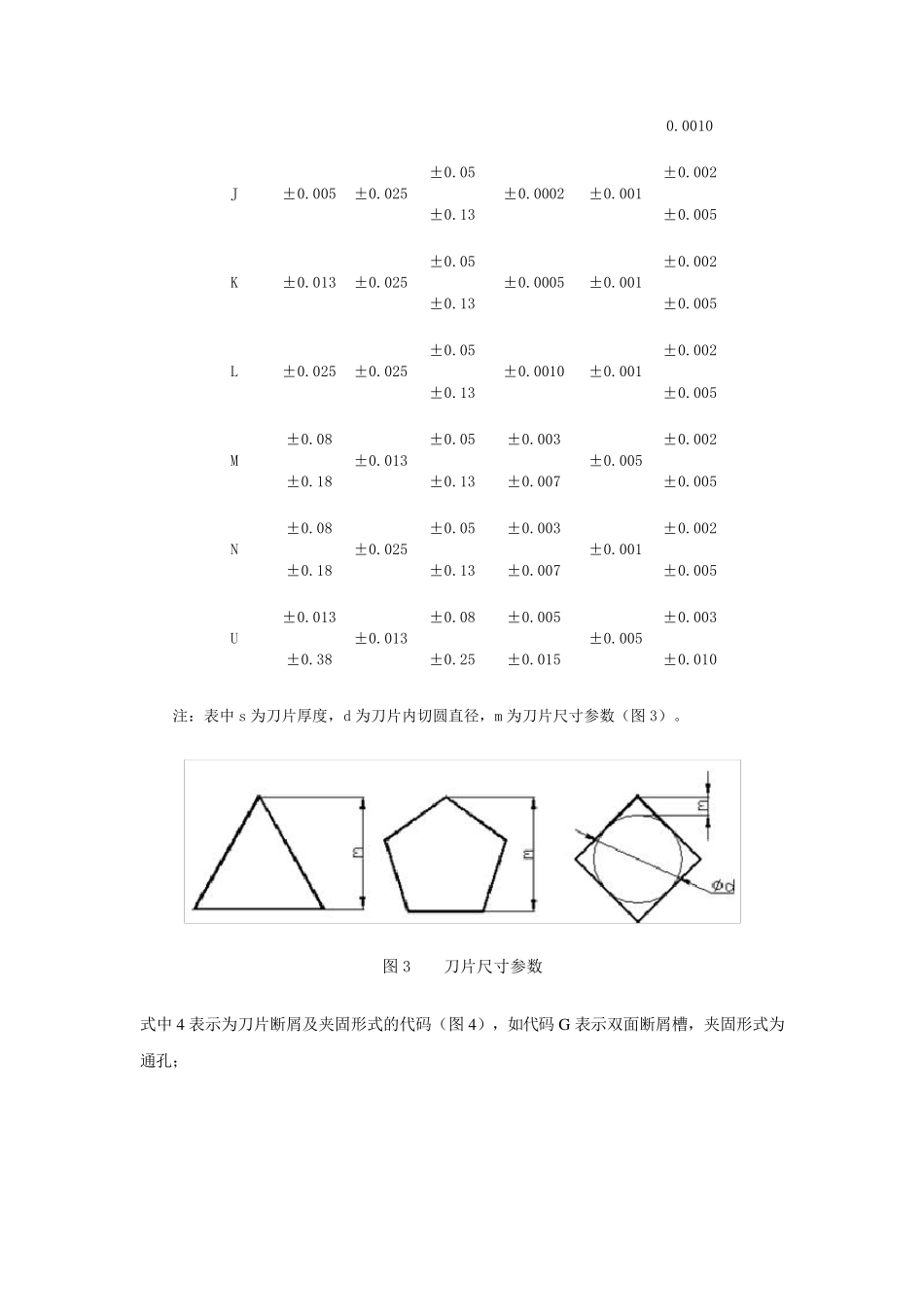
可转位刀片型号与 ISO 表示规则 式中 1 表示为刀片形状的代码(图 1),如代码 C 表示刀尖角为 80°; 图 1 刀片形状代码 式中 2 表示为主切削刃后角的代码(图 2),如代码 N 表示后角为 0°; 图2 主切削刃后角代码 式中3 表示为刀片尺寸公差的代码(表1),如代码M 表示刀片厚度公差为±0
130; 表1 刀片尺寸公差代码表 级别符号 公差mm 公差inches m s d m s d A ±0
005 ±0
025 ±0
025 ±0
0002 ±0
001 ±0
0010 F ±0
005 ±0
025 ±0
013 ±0
0002 ±0
001 ±0
0005 C ±0
013 ±0
025 ±0
025 ±0
0005 ±0
001 ±0
0010 H ±0
013 ±0
025 ±0
013 ±0
0005 ±0
001 ±0
0005 E ±0
025 ±0
025 ±0
025 ±0
0010 ±0
001 ±0
0010 G ±0
025 ±0
013 ±0
025 ±0
0010 ±0
005 ±0
0010 J ±0
005 ±0
025 ±0
0002 ±0
001 ±0
002 ±0
005 K ±0
013 ±0
025 ±0
0005 ±0
001 ±0
002 ±0
005 L ±0
025 ±0
025 ±0
0010 ±0
001 ±0
002 ±0
005 M ±0
013 ±0
003 ±0
007 ±0
005 ±0
002 ±0
005 N ±0
025 ±0
003 ±0
007 ±0
001 ±0
002 ±0
005 U ±0
013 ±0