精品文档---下载后可任意编辑1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2024;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2024;3、《油气长输管道工程施工及验收法律规范》GB50369-2024;二、补口施工措施1、 补口准备1) 热收缩带表面应平整,无气泡、麻坑、裂纹,无氧化变质现象,用测厚仪,测定其厚度应大于或等于设计规定的厚度
热收缩套(带)胶层应无裂纹,内衬护薄膜应完好
2) 用筛子筛选石英砂,用于喷砂除锈
砂子颗粒均匀,粒径在 2~4mm,无泥土草棍等杂质
3) 空压机运转良好,压缩机排量不小于 6m3/min
4) 加热用液化气火焰加热器,液化气钢瓶输出压力应满足施工要求(P≧Mpa)
5) 准备好卷尺、红外线数字测温计(量程为:0~300℃)、压辊、棉纱及木楔等材料
2、 管道防腐表面的清理1) 将焊口及两侧涂层 150mm 范围内的油污、泥土等清理洁净
2) 焊缝及其附近的毛刺、焊渣、飞溅物、焊瘤等应打磨洁净
3) 焊口两侧涂层应切成≤300的坡角
3、 热收缩带防腐补口施工操作要点1) 喷砂除锈时钢管的预热:为了避开喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至 40℃-50℃(冬季,适当提高预热温度至 70-80℃)
对补口部位进行清洁并喷砂除锈至Sa2
2) 表面预处理后的钢管表面的锚纹深度应达到 50~70um
3) 钢管表面预处理后 2 小时内应进行涂敷作业,表面返锈时,应重新进行表面处理
4) 打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为 1mm,沿竖向及斜向打毛
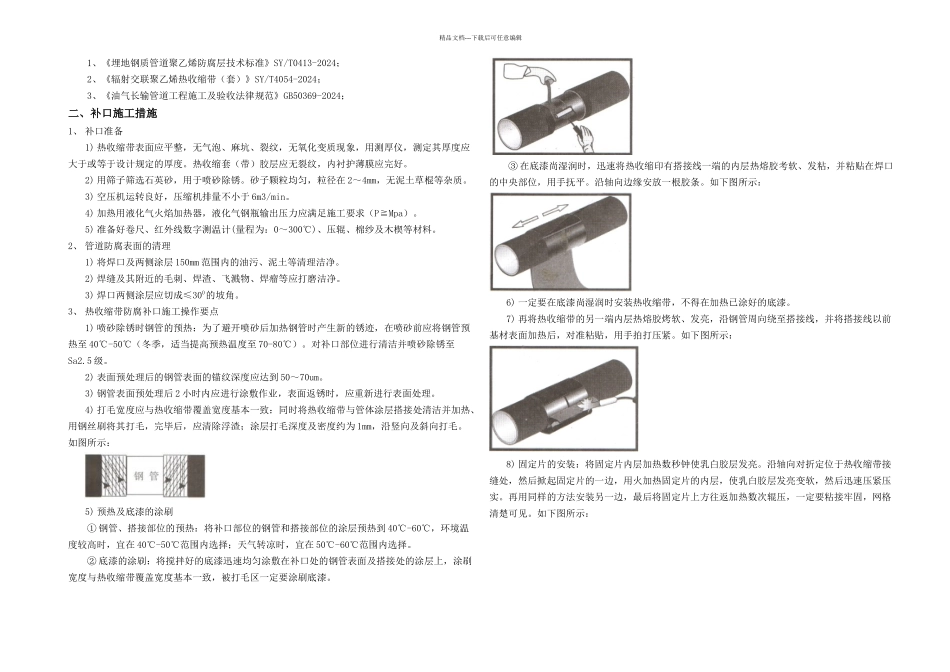
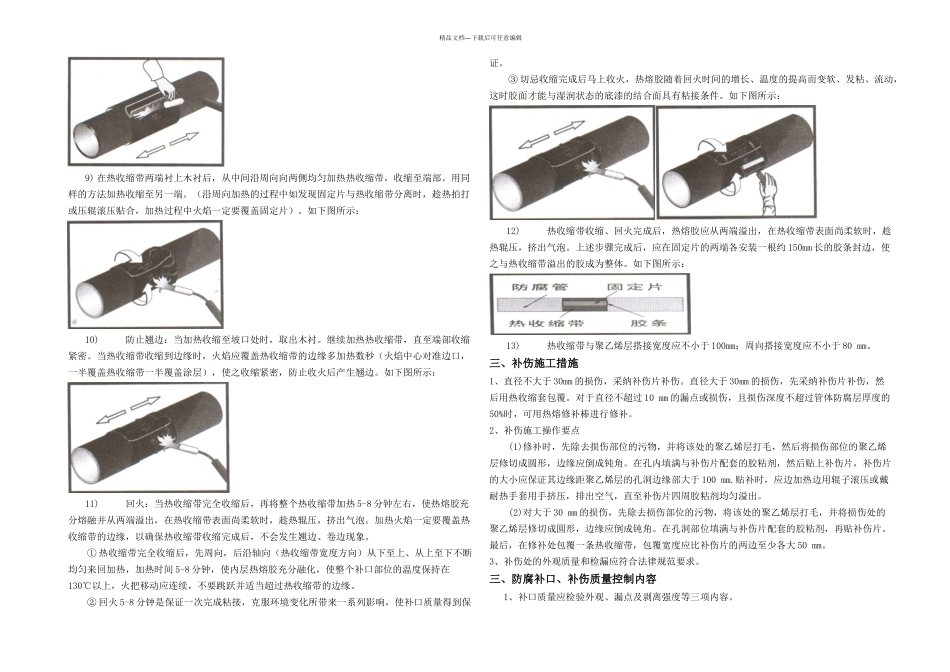
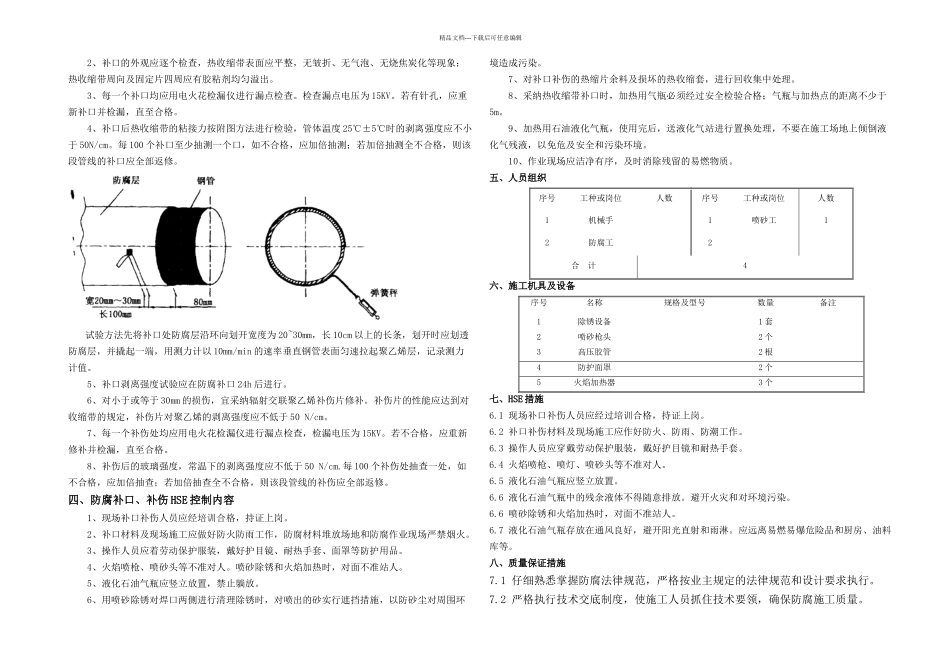
如图所示:5) 预热及底漆的涂刷① 钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到 40℃-60℃,环境温度较高时,宜在 40℃