企业标准 共 6 页第 1 页 2003— — 发布 2003— — 实施 技术管理处 发布 哈尔滨锅炉厂有限责任公司 吊 杆 制 造 技 术 条 件 30
252( D) 代替: 30
252 编制: 锅炉设计处: 校对: 工 艺 处: 审核: 技术检查处: 审定: 材料研究所: 总工程师批准: 哈尔滨锅炉厂有限责任公司企业标准 30
252(D) 第 2 页 前 言 本标准是对30
252《吊杆制造技术条件》进行的修订
本标准与原标准30
252比较主要内容变动为: 1 增加了吊杆拼接要求的规定
2 增加了打号部位的确定原则
3 35号钢用焊接材料由E50改为 E55;焊前预热温度由100~150℃改为不小于150℃
4 做了一些编辑上的改动
本标准自实施之日起开始执行,同时30
252《吊杆制造技术条件》作废
本标准于1975年首次发布,1982年第一次修订,1999年第二次修订,本次为第三次修订
本次修订增加了版次,首次制定视为A版,故本次修订确定为D版
本标准由技术管理处提出并归口
本标准起草单位:技术管理处 本标准主要起草人:修晓英 哈尔滨锅炉厂有限责任公司企业标准 30
252(D) 第 3 页 本标准适用于铰链吊杆、锻造吊杆、焊接吊杆及其它类似的吊杆的制造和验收
1 材料 1
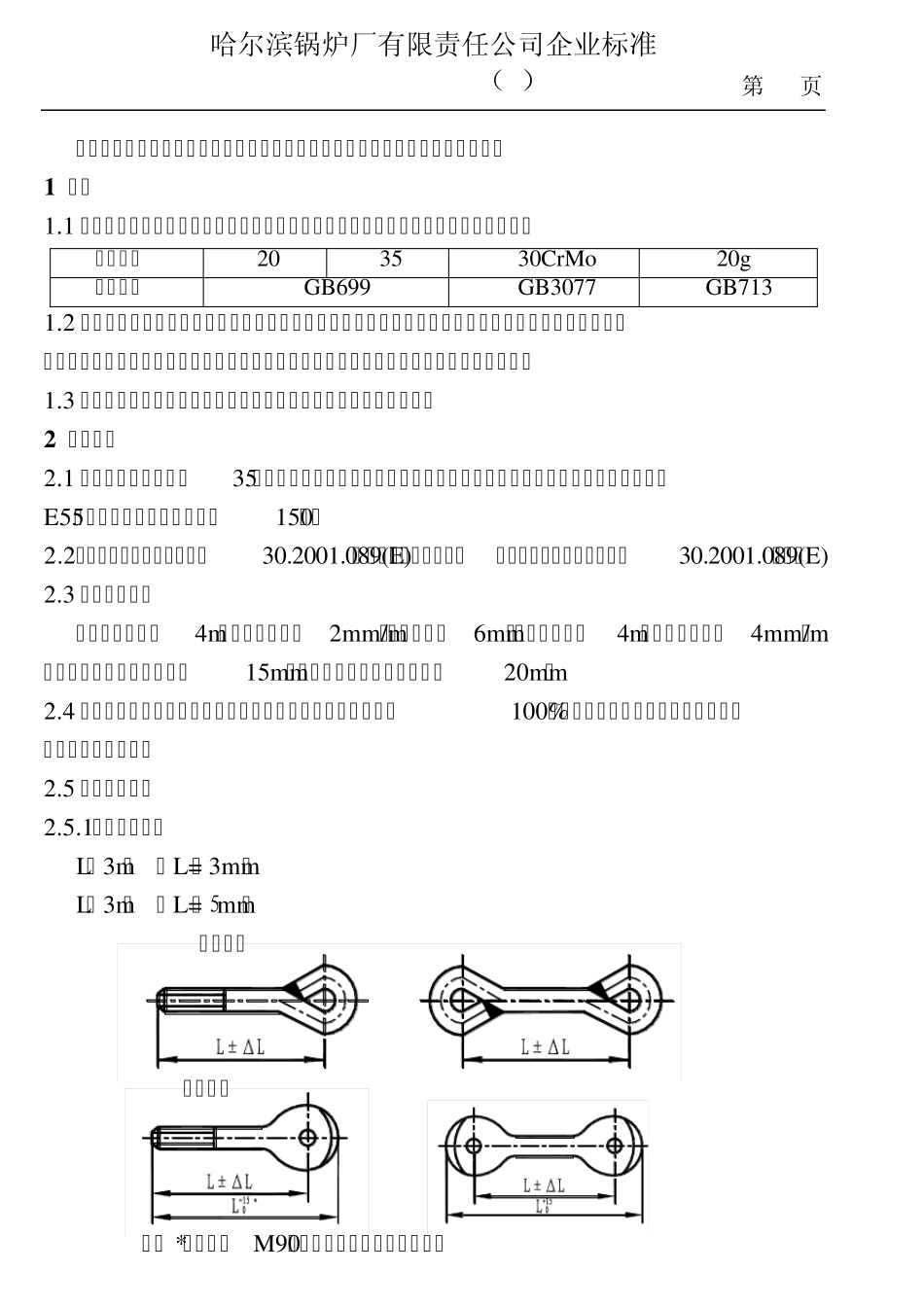
1 吊杆、耳板用的材料应符合下表规定,各类吊杆的制造尺寸应符合有关图样的规定
材料牌号 20 35 30CrMo 20g 技术条件 GB699 GB3077 GB713 1
2 制造吊杆用的圆钢必须逐根进行外观质量检验及尺寸检查
圆钢表面不得有可见的裂纹、结疤、折迭和夹渣等缺陷
若有缺陷,必须清除干净,清除深度应在圆钢公差范围内,且应圆滑过渡
3 表面质量不合格及不符合相应技术条件规定的材