精品文档---下载后可任意编辑(QG15Y-023-2024)立式圆筒形钢制焊接贮罐是能源、化工、冶炼行业中最常见的一种钢制非标设备,罐体施工也是施工中常常遇到的一项工程
根据施工经验,特编制本立式圆筒形钢制焊接贮罐施工工法
山东阳谷祥光铜业工程硫酸工段酸库的 12 台立式圆筒形钢制焊接贮罐
工作介质为 98%H2SO4,设计压力-500~2000Pa,属常压耐腐蚀容器
主体材质为 Q235-A,筒体内壁直径 φ,锥形罐顶,储罐有效容积 2900m3,容重5000t98%H2SO4,单台总重约为 150t
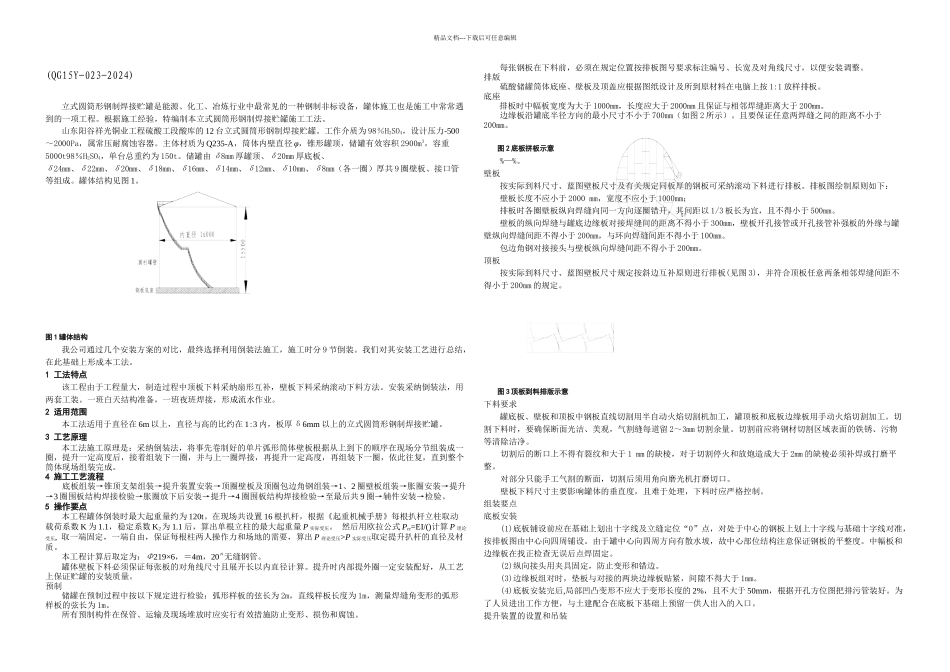
储罐由 δ8mm 厚罐顶、δ20mm 厚底板、δ24mm、δ22mm、δ20mm、δ18mm、δ16mm、δ14mm、δ12mm、δ10mm、δ8mm(各一圈)厚共 9 圈壁板、接口管等组成
罐体结构见图 1
图 1 罐体结构我公司通过几个安装方案的对比,最终选择利用倒装法施工,施工时分 9 节倒装
我们对其安装工艺进行总结,在此基础上形成本工法
1 工法特点该工程由于工程量大,制造过程中顶板下料采纳扇形互补,壁板下料采纳滚动下料方法
安装采纳倒装法,用两套工装
一班白天结构准备,一班夜班焊接,形成流水作业
2 适用范围本工法适用于直径在 6m 以上,直径与高的比约在 1:3 内,板厚 δ6mm 以上的立式圆筒形钢制焊接贮罐
3 工艺原理本工法施工原理是:采纳倒装法,将事先卷制好的单片弧形筒体壁板根据从上到下的顺序在现场分节组装成一圈,提升一定高度后,接着组装下一圈,并与上一圈焊接,再提升一定高度,再组装下一圈,依此往复,直到整个筒体现场组装完成
4 施工工艺流程底板组装→锥顶支架组装→提升装置安装→顶圈壁板及顶圈包边角钢组装→1、2 圈壁板组装→胀圈安装→提升→3 圈围板结构焊接检验→胀圈放下后安装→提升→4 圈围板结构焊接检验→至最后共 9 圈→辅件安装→检验