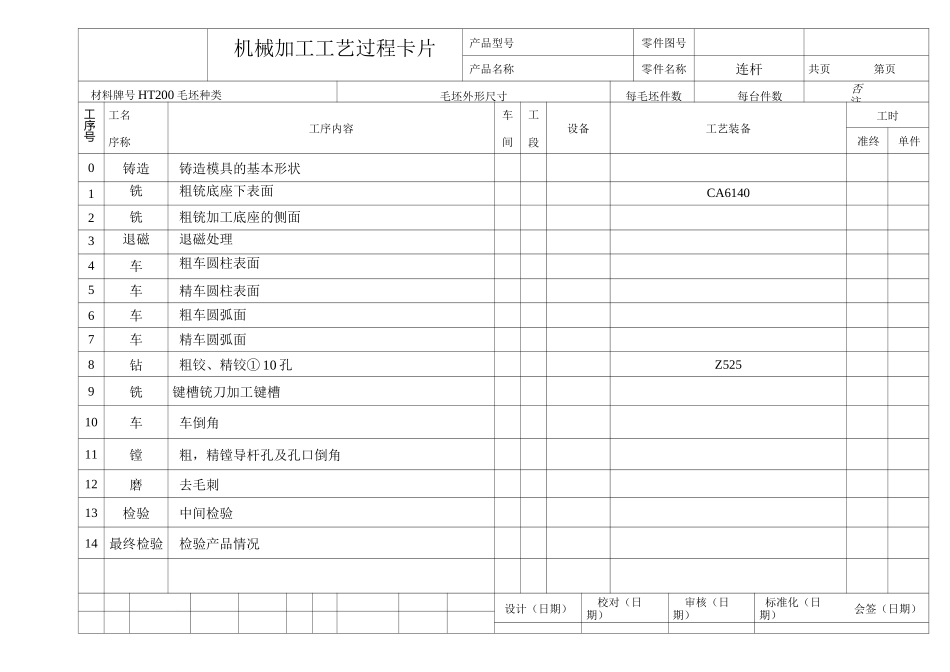
连杆零件加工工艺规程机械加工工艺过程卡片机械加工工序卡片机械加工工艺过程卡片产品型号零件图号产品名称零件名称连杆共页第页材料牌号 HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数否注工序号工名序称工序内容车间工段设备工艺装备工时准终单件0铸造铸造模具的基本形状1铣粗铳底座下表面CA61402铣粗铳加工底座的侧面3退磁退磁处理4车粗车圆柱表面5车精车圆柱表面6车粗车圆弧面7车精车圆弧面8钻粗铰、精铰① 10 孔Z5259铣键槽铳刀加工键槽10车车倒角11镗粗,精镗导杆孔及孔口倒角12磨去毛刺13检验中间检验14最终检验检验产品情况设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称镶件零件名称镶件共页第页标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡车间机加车工序工序铣平材料毛坯外形尺每毛坯可制件每台件数设备设备设备同时加工件立式铣夹具编X602夹具名切削工位器具编铣床夹工位器具名工序工时准单工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铳底座的下表面以及侧面027 的立铣刀300400
5332粗铳底座的上表面027 的立铣刀300400
5333铳底座前端的键槽转位铣刀300400
5334铳圆柱上表面倒角成型铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型零件图产品名称镶件零件名称镶件共页第页机械加 工工序卡E 片产品型号零件图号产品名称镶件零件名称镶件共页第页车间工序号工序名称材料牌号机加车间4车圆柱表面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数r11设备名称设备型号设备编号冋时加工件数7立式钻床CA61401夹具编号夹具名称切削液V丿特殊夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度