精品文档---下载后可任意编辑凝固裂缝敏感性讨论何德孚曹志梁周志江蔡新强(上海交通大学)(浙江久立不锈钢管公司)摘要分析了不锈钢工业用焊管 GTAW 及 PAW 自动焊焊缝中心线出现凹陷及凝固裂缝的形态特征、产生原因及其影响因素
指出了在大直径不锈钢管生产的拼板及纵缝焊接时都应特别注意控制焊接参数,以防止出现过度的中心线凹陷及凝固裂缝
关键词不锈钢焊管焊缝缺陷中心线凹陷凝固裂缝产生原因影响因素焊接参数0 引言在单面焊双面一次成形的熔化焊接生产中,焊缝中心线凝固裂缝常常是一个影响焊缝质量及生产效率的严重问题, 在不锈钢的钨极氩弧焊、等离子弧焊、电子束及激光焊接应用中这个问题都曾发生并受到众多讨论者的广泛关注而进行过一系列讨论[1~8 ]
笔者在数十年的工作中曾多次遇到这一问题并进行过反复思考,笔者将结合大直径不锈钢焊管生产分析这种裂缝的形态特征、发生条件和原因, 讨论焊接参数条件、不锈钢种类及成分、焊管成形方式等因素的影响,并提出防止这种裂缝的控制途径
根据国外长期生产实践及由此而制订的不锈钢大直径焊管相关标准规定: 虽然手工电弧焊(SMAW)、埋弧焊(SAW)、熔化极气体保护电弧焊(GMAW)、药芯焊丝电弧焊(FCAW)亦为某些产品应用,但由于大多数产品应用均只允许采纳不加填充金属的自动焊, 即钨极氩弧焊(GTAW)、等离子弧焊(PAW),这些已成为目前奥氏体、奥氏体ƒ 铁素体双相不锈钢焊管生产通用的方法
此外,大多数产品还不允许焊管出厂时有环拼接焊缝,有时 5355mm 以上大直径不锈钢焊管生产中还要求进行纵向拼板自动焊
这种不锈钢平板的纵向拼接和大直径焊管纵缝一样都要进行装配点焊然后再进行GTAW 或 PAW 单面焊双面一次成形自动焊, 实践表明,这些焊缝均可能在一定条件下出现焊缝中心线凹陷及凝固裂缝
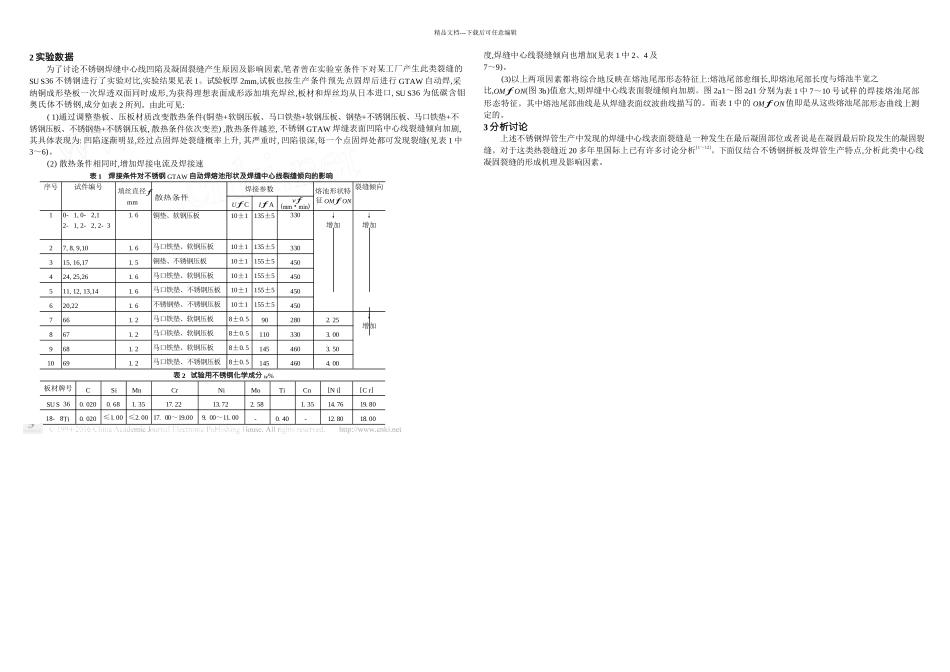
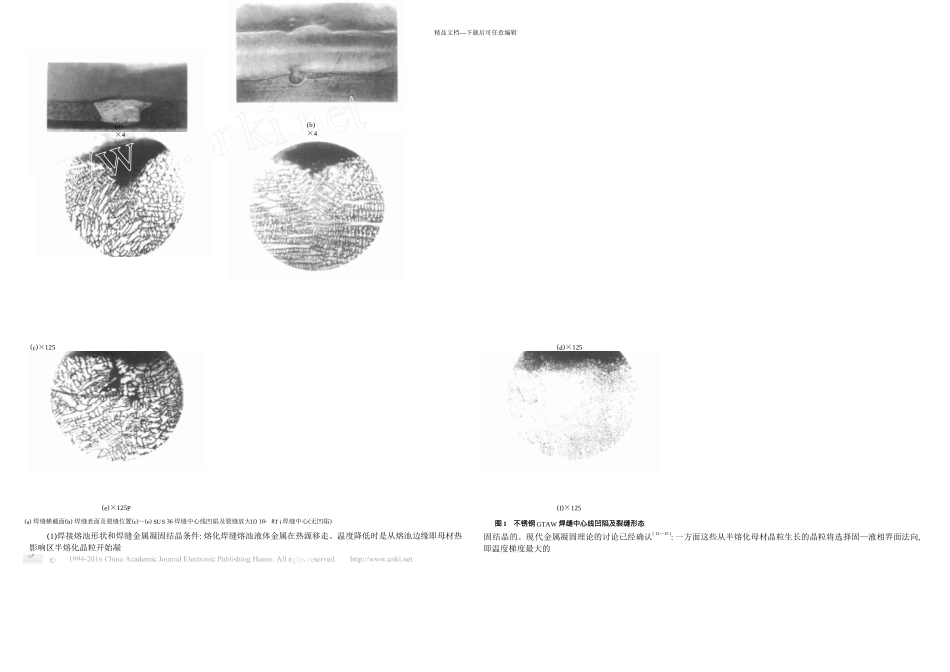
1 焊缝表面中心线凹陷及凝固裂缝的形态特征图 1 所示为此类凝固裂缝