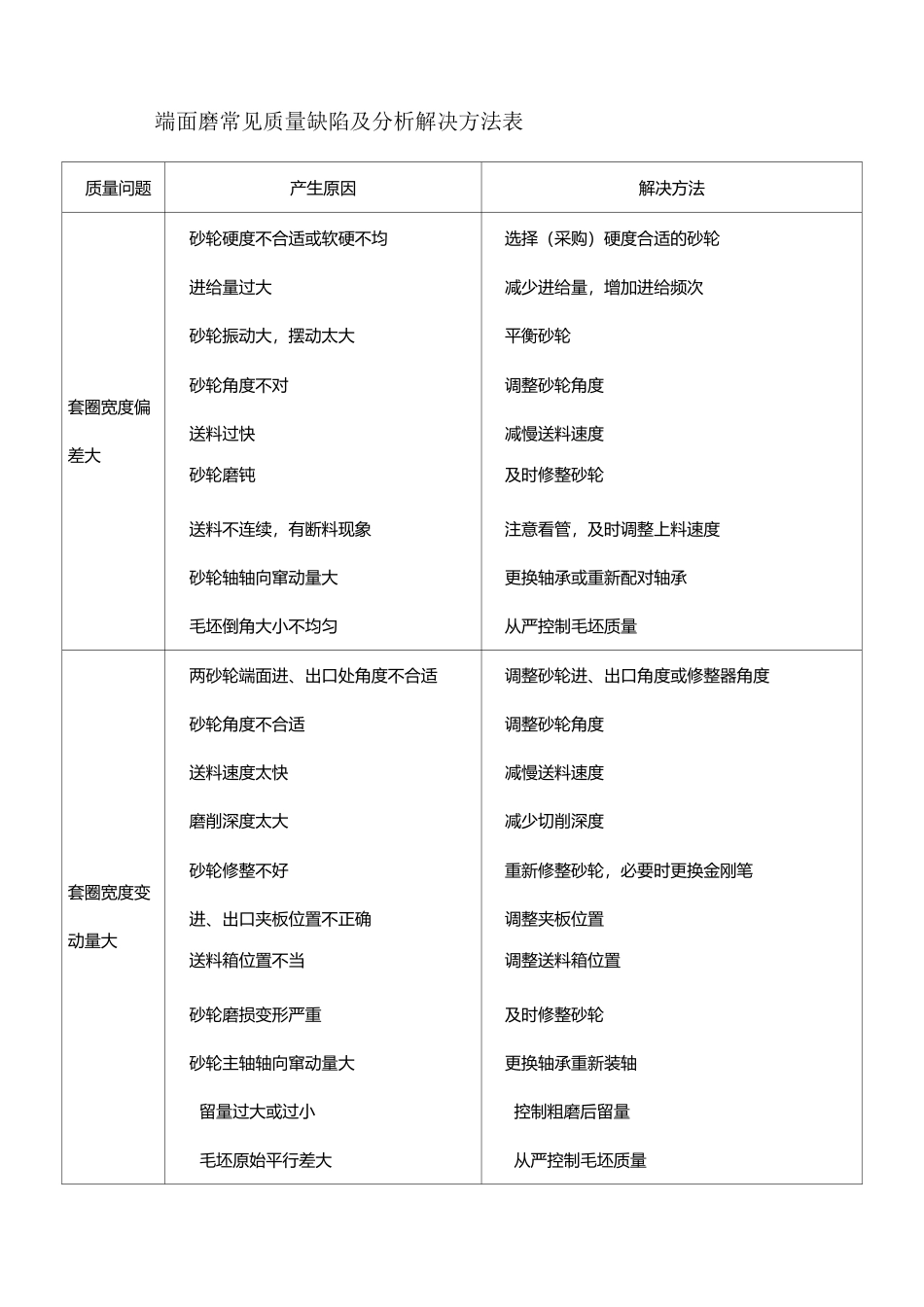
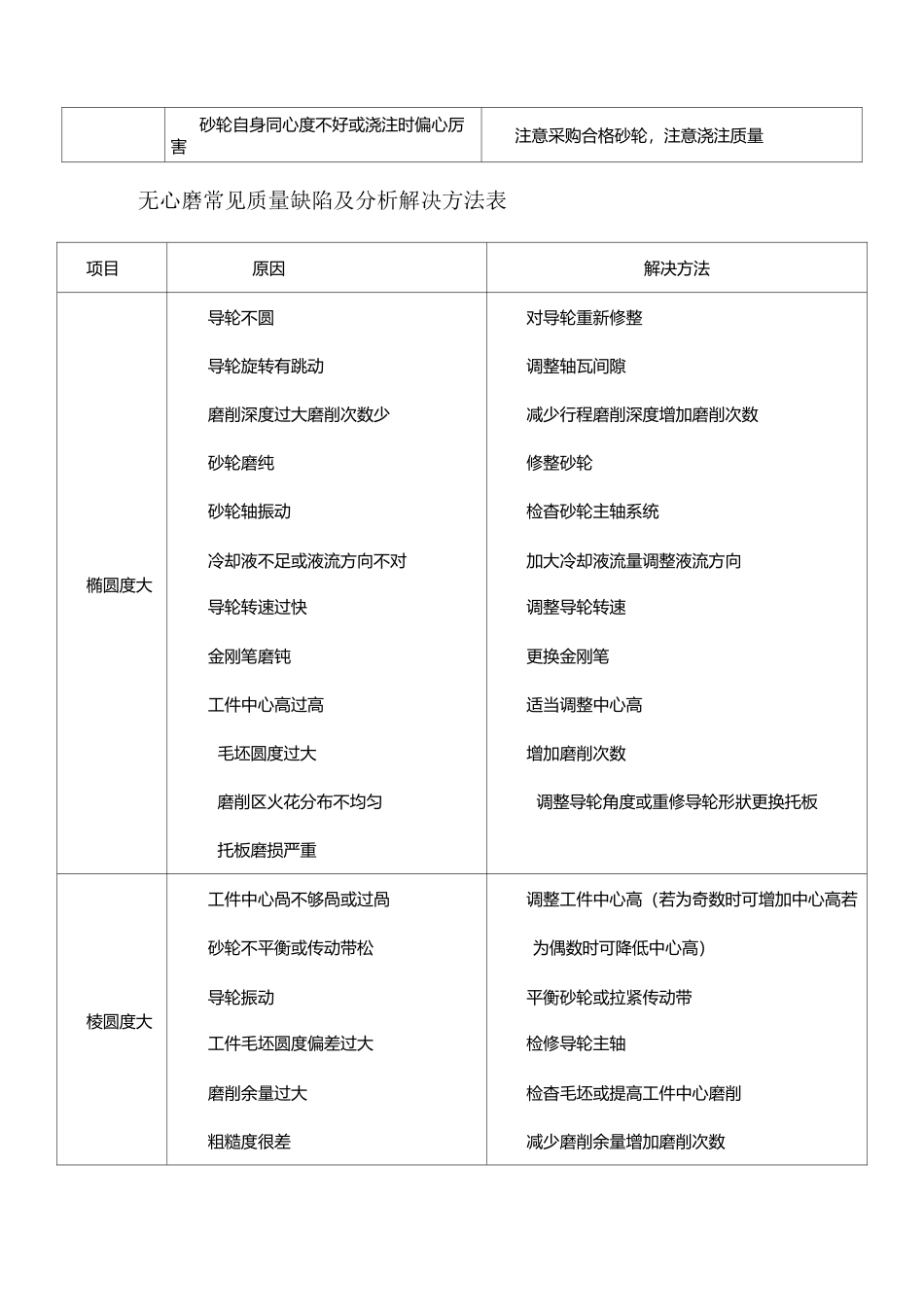
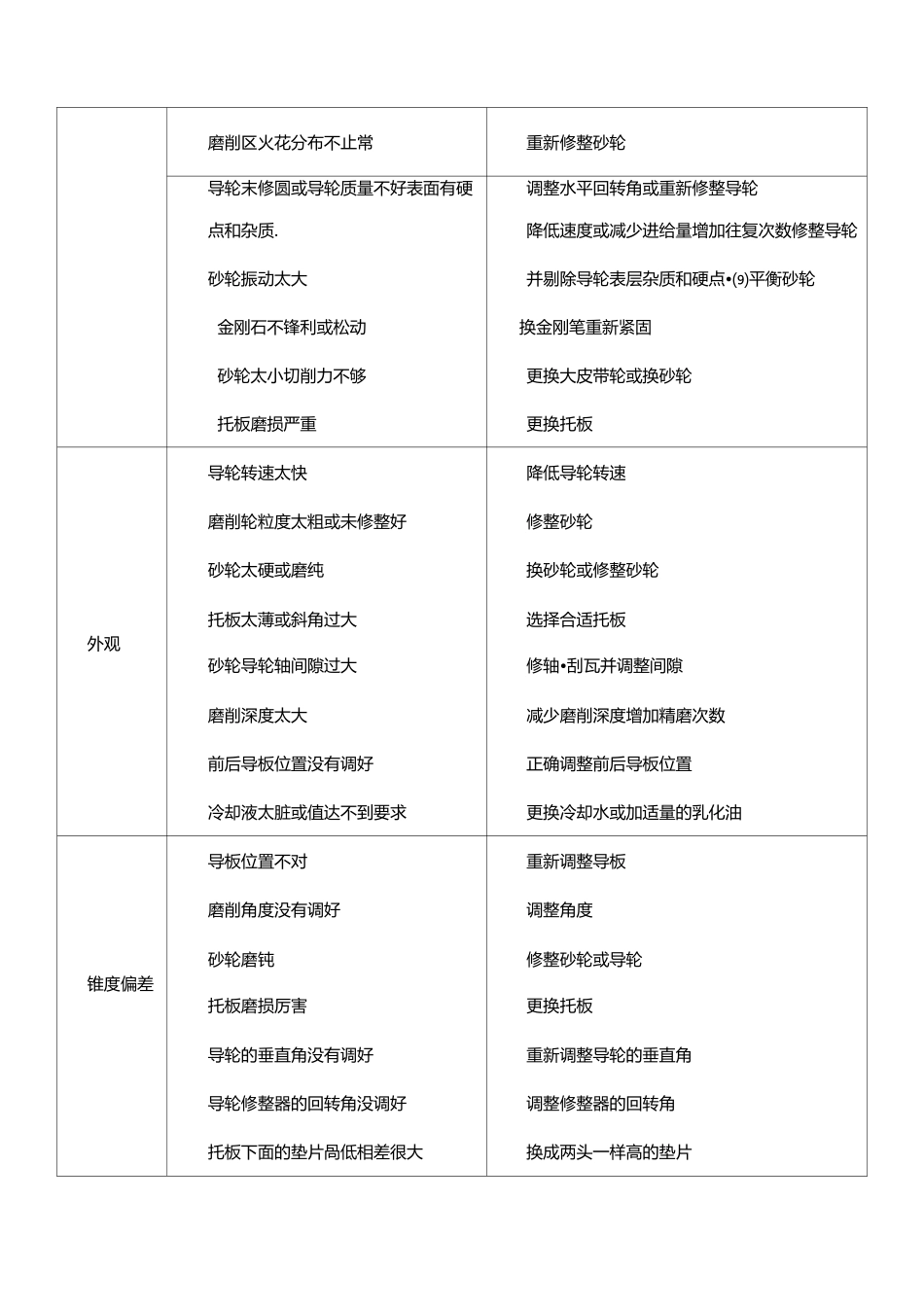
端面磨常见质量缺陷及分析解决方法表质量问题产生原因解决方法砂轮硬度不合适或软硬不均选择(采购)硬度合适的砂轮进给量过大减少进给量,增加进给频次砂轮振动大,摆动太大平衡砂轮砂轮角度不对调整砂轮角度套圈宽度偏送料过快减慢送料速度差大砂轮磨钝及时修整砂轮送料不连续,有断料现象注意看管,及时调整上料速度砂轮轴轴向窜动量大更换轴承或重新配对轴承毛坯倒角大小不均匀从严控制毛坯质量两砂轮端面进、出口处角度不合适调整砂轮进、出口角度或修整器角度砂轮角度不合适调整砂轮角度送料速度太快减慢送料速度磨削深度太大减少切削深度砂轮修整不好重新修整砂轮,必要时更换金刚笔套圈宽度变进、出口夹板位置不正确调整夹板位置动量大送料箱位置不当调整送料箱位置砂轮磨损变形严重及时修整砂轮砂轮主轴轴向窜动量大更换轴承重新装轴留量过大或过小控制粗磨后留量毛坯原始平行差大从严控制毛坯质量砂轮自身同心度不好或浇注时偏心厉害注意采购合格砂轮,注意浇注质量无心磨常见质量缺陷及分析解决方法表项目原因解决方法导轮不圆对导轮重新修整导轮旋转有跳动调整轴瓦间隙磨削深度过大磨削次数少减少行程磨削深度增加磨削次数砂轮磨纯修整砂轮砂轮轴振动检杳砂轮主轴系统冷却液不足或液流方向不对加大冷却液流量调整液流方向椭圆度大导轮转速过快调整导轮转速金刚笔磨钝更换金刚笔工件中心高过高适当调整中心高毛坯圆度过大增加磨削次数磨削区火花分布不均匀调整导轮角度或重修导轮形狀更换托板托板磨损严重工件中心咼不够咼或过咼调整工件中心高(若为奇数时可增加中心高若砂轮不平衡或传动带松为偶数时可降低中心高)导轮振动平衡砂轮或拉紧传动带棱圆度大工件毛坯圆度偏差过大检修导轮主轴磨削余量过大检杳毛坯或提高工件中心磨削粗糙度很差减少磨削余量增加磨削次数磨削区火花分布不止常重新修整砂轮导轮末修圆或导轮质量不好表面有硬调整水平回转角或重新修整导轮点和杂质
降低速度或减少进给量增加往复次