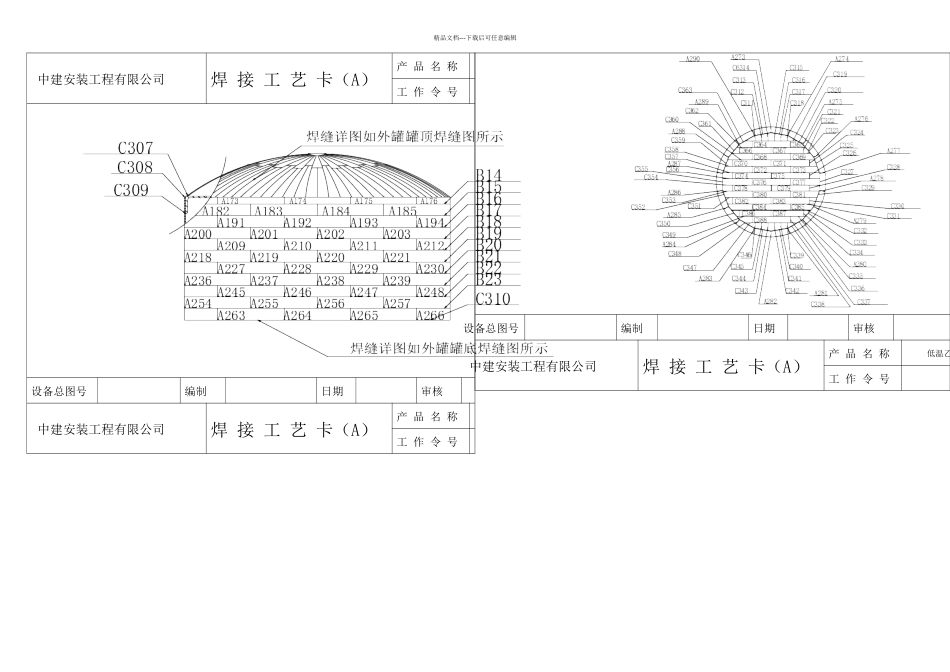
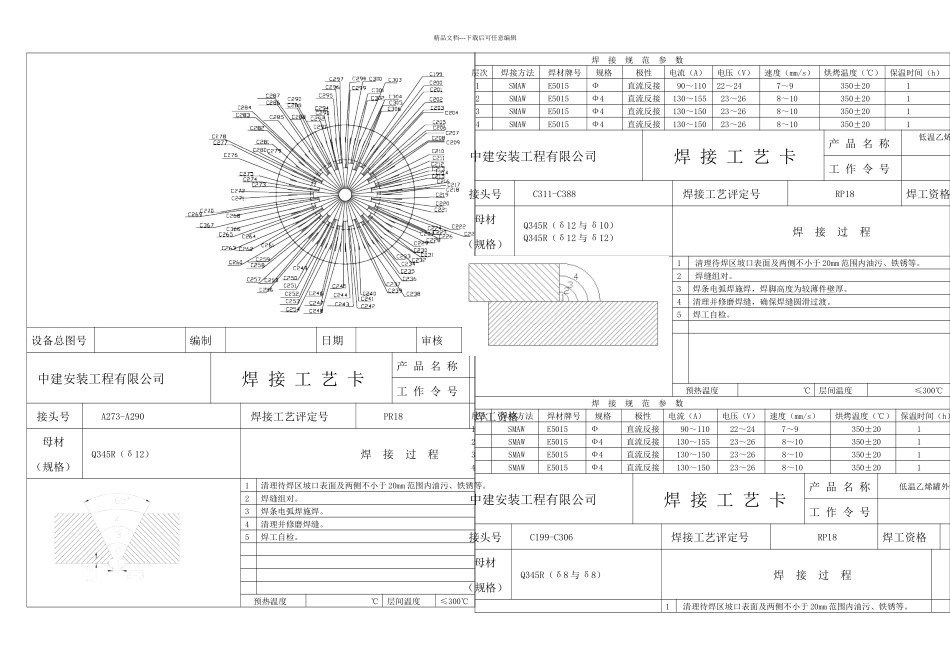
精品文档---下载后可任意编辑中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 工 作 令 号设备总图号编制日期审核中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 工 作 令 号设备总图号编制日期审核中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 低温乙烯罐外罐工 作 令 号精品文档---下载后可任意编辑设备总图号编制日期审核中建安装工程有限公司焊 接 工 艺 卡产 品 名 称工 作 令 号接头号 A273-A290焊接工艺评定号PR18焊工资格母材(规格)Q345R(δ12)焊 接 过 程1清理待焊区坡口表面及两侧不小于 20mm 范围内油污、铁锈等
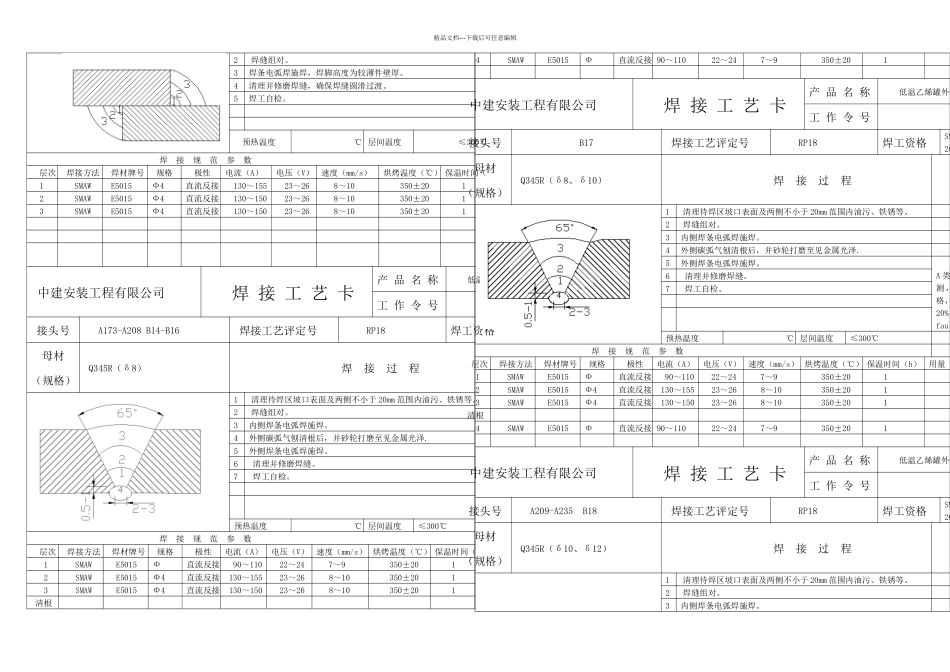
3焊条电弧焊施焊
4清理并修磨焊缝
预热温度℃层间温度≤300℃焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度(℃)保温时间(h) 1SMAWE5015Ф直流反接90~11022~247~9350±201 2 SMAWE5015Ф4直流反接 130~155 23~26 8~10350±201 3 SMAW E5015Ф4直流反接 130~150 23~26 8~10 350±20 1 4 SMAW E5015Ф4直流反接 130~150 23~26 8~10 350±20 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐工 作 令 号接头号 C311-C388焊接工艺评定号 RP18焊工资格母材(规格)Q345R(δ12 与 δ10)Q345R(δ12 与 δ12)焊 接 过 程1清理待焊区坡口表面及两侧不小于 20mm 范围内油污、铁锈等
3焊条电弧焊施焊,焊脚高度为较薄件壁厚
4清理并修磨焊缝,确保焊缝圆滑过渡
预热温度℃层间温度≤300℃焊 接 规 范 参 数层次焊接方法